Технические
науки/ Электротехника и радиотехника
К.т.н., доц. Сенькин
В.И. , к.т.н., проф. Синенко Е.Г.
Сибирский Федеральный Университет, Россия
Трубы и стержни из электрофарфора
(ГОСТ20419-83,гр.112) и стеатитовой керамики (ГОСТ20419-83,гр.220) используются
в изделиях электротехнической и радиоэлектронной техники. Диапазон размеров
этих деталей довольно широк: диаметр 5-60мм., длина 20-1500 мм.
Определённые трудности вызывает производство
крупногабаритных деталей. Традиционная технология, приведённая на Рис.1, не
обеспечивает требования ТУ для этих деталей по допускаемым отклонениям на
размеры и величину дефектов на поверхности (размеры трещин, сколов, раковин).
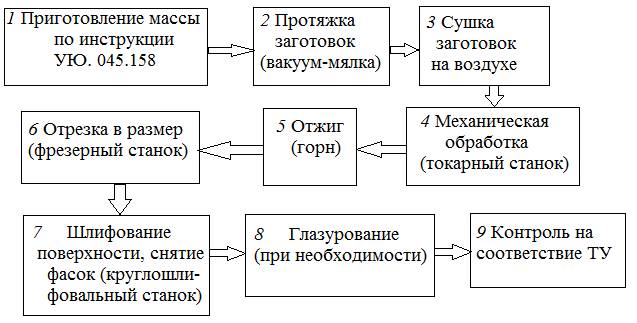
Рис.
1. Схема ранее действующего технологического процесса для труб и осей из
керамики
Для обеспечения
серийного выпуска труб и стержней повышенного качества на одном из предприятий
г. Красноярка проведены исследовательские, технологические и организационные
работы, в том числе:
-
реконструирован
цех керамического производства;
-
отработаны
режимы отжига деталей;
-
опробованы
в лабораторных условиях различные методы изготовления деталей;
-
спроектирован
и изготовлен комплект нестандартного технологического оборудования;
-
разработаны
необходимые технологические документы (РТМ, нормали, инструкции,
технологические карты).
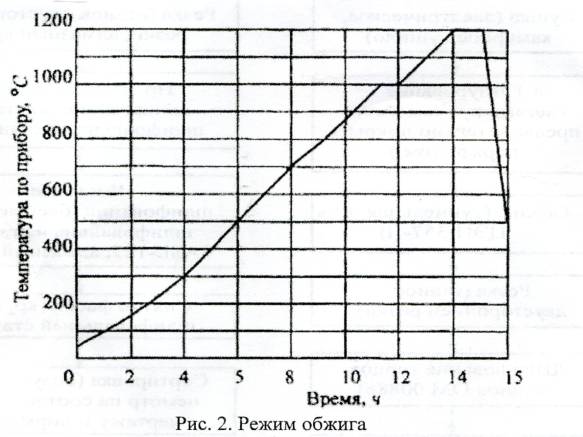
Режим отжига
(температура и время) во многом определяют качество керамических деталей. С
целью определения оптимальных параметров обжига создана экспериментальная
установка, в которой создавалась равномерная по всей длине заготовки
регулируемая температура. Окончательные параметры обжига показаны на Рис.2.
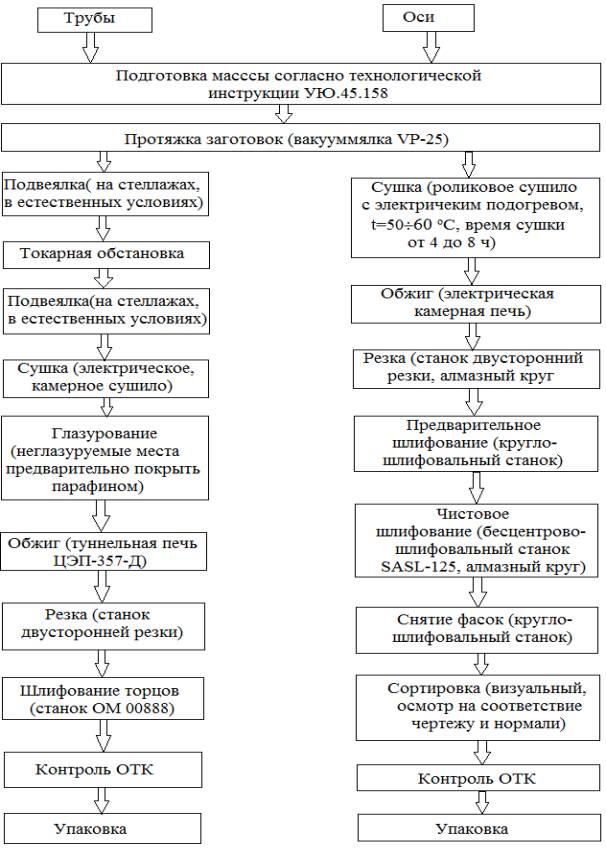
Для изготовления
керамических труб и осей с новыми техническими требованиями понадобился
комплект стандартного и нестандартного- технологического оборудования
(см.Рис.3).
Рис.3. Схема
технологического процесса
Ниже представлены
наиболее важные образцы нового оборудования.
Роликовое сушило
Повышению точности изготовления деталей
способствовало внедрение роликового сушила с электрическим подогревом. Принцип
работы установки понятен из кинематической схемы, показанной на рис. 4.
Заготовки, полученные на вакуум-мялке VP-25, устанавливают между
шлифованными роликами 2, выполненными из нержавеющей стали. Ролики приводятся
во вращение шестернями 1 от цепной передачи 3, редуктора 4 и электродвигателя
6. Внизу под роликами размещены электронагреватели, создающие температуру от 50
до 60 OС. При вращении заготовок наряду с процессом
подвяливания происходит выравнивание поверхности и уменьшение прогиба в 2-3
раза по сравнению с прежней технологией.
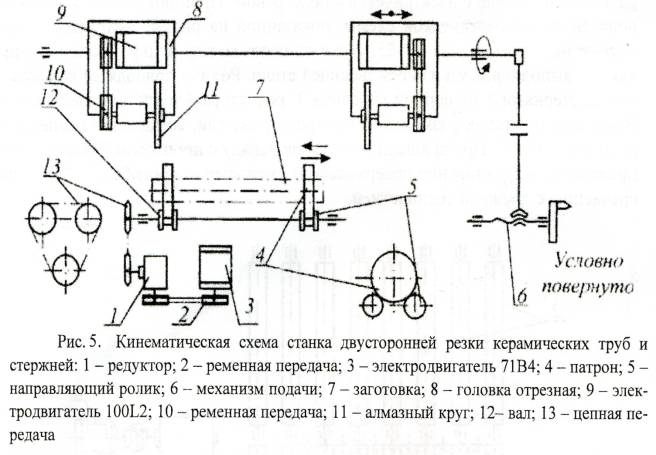
Станок для резки
керамических труб и осей
По технологии (рис.1) разрезка керамических
деталей производилась абразивным кругом на горизонтально-фрезерном станке. Этот
способ приводил к значительному браку вследствие появления трещин и сколов на
торцевой поверхности.
Нами предложена конструкция станка для резки
керамических труб и осей, кинематическая схема которого показана на рис.5.
Заготовка зажимается в специальных патронах 4, один из которых можно смещать
вдоль оси детали, устанавливая его на требуемый размер. Вращение обоих патронов
осуществляется приводными роликами 5 и валами 12 от электродвигателя 3 через
ременную передачу 2, редуктор 1 и цепную передачу 13. Отрезка заготовки
выполняется алмазным кругом АСК 320´2´5 одновременно с двух
сторон. Одна из отрезных головок станка имеет возможность осевого перемещения.
Алмазный круг 11 получает вращение от
электродвигателя 9 через клиноремённую передачу. Подача круга производится
вручную маховичком с помощью винтовой
пары 6.
Техническая
характеристика:
|
Размеры
обрабатываемых деталей, мм: диаметр длина |
До 310 До 1500 |
|
Число
оборотов, об/мин: шлифовальный
круг патроны |
2910 11-13 |
|
Мощность
электродвигателей, кВт: для
режущего инструмента для
вращения заготовки |
5,5 0,6 |
|
Габариты
станка, мм |
2480´1080´1730 |
|
Масса
станка, кг |
150 |
Качество
поверхности разрезки достигается за счёт вращения заготовки, что исключает
местный перегрев детали в зоне контакта инструмента и подбора оптимального
режима резания.
Станок для шлифования
торцов керамических труб и стержней
Для деталей с повышенными требованиями введено
шлифование торцов на станке, кинематическая схема которого показана на рис.6.
Техническая характеристика:
|
Диаметр
обрабатываемых деталей, мм Длина
обрабатываемых деталей, мм Частота
вращения шлифовального круга, об/мин Подача
шлифовального круга, мм/об Мощность
электродвигателей, кВт: для вращения детали для шлифовального круга |
40-310 200-1500 3700;
4200; 4700 0,01-0,1 0,75 1,5 |
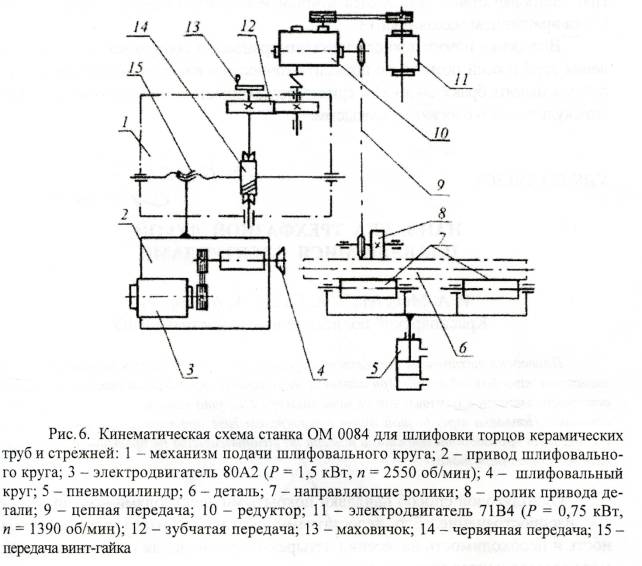
Принцип работы станка. Деталь размещается на
двух парах роликов 7, закреплённых на подвижном столе с механизмом подъёма от
пневмоцилиндра 5, и приводится во вращение приводным роликом 8 от редуктора 10
и электродвигателя 11 через цепную передачу 9. Тот же редуктор через червячную
передачу 14 и винтовую пару 15 осуществляет автоматическую подачу шлифовального
круга. При настройке станка пользуются ручным механизмом подачи шлифовального
круга вращением маховичка 13.
Внедрение нового технологического процесса и
оборудования для изготовления труб и осей позволило: повысить точность и
качество выпускаемых деталей; уменьшить брак с 40% до 5 %, снизить трудоёмкость
и материалоёмкость, повысить культуру и экологию производства.