Ежов Ю. Е., Погодаев Л. И.,
Токарев Л. П.
Термомеханическое
спекание как способ улучшения надежности газотермических покрытий.
В практике
газотермического нанесения покрытий широкое распрост ранение получила
последующая за напылением упрочняющая обработка напыленного слоя. В
первую очередь, данная обработка применяется для увеличения адгезионной и
когезионной прочности покрытий, снижения пористости, выравнивания микро- и
макроструктуры. Одним из методов высокотемпературного
упрочнения напыленных покрытий является спекание .
Спекание производится
при общем нагреве напыленного изделия. Известны результаты повышения
характеристик металлизационного покрытия последующим спеканием при температуре (0,65
![]() 0,75) Тпл
исходного материала. В процессе
спекания металлизационного покрытия, вследствие повышенной подвижности атомов и
их диффузии, происходит его рекристаллизация, релаксация внутренних напряжений,
увеличение контактных участков как между основой и частицами, так и между
последними. В результате такой обработки, нанесенный металл переходит из
конгломерата частиц в конгломерат кристаллов, увеличивается пластичность
покрытия, уменьшается пористость, возрастает адгезионная и когезионная
прочность.
0,75) Тпл
исходного материала. В процессе
спекания металлизационного покрытия, вследствие повышенной подвижности атомов и
их диффузии, происходит его рекристаллизация, релаксация внутренних напряжений,
увеличение контактных участков как между основой и частицами, так и между
последними. В результате такой обработки, нанесенный металл переходит из
конгломерата частиц в конгломерат кристаллов, увеличивается пластичность
покрытия, уменьшается пористость, возрастает адгезионная и когезионная
прочность.
Кроме спекания в
твердой фазе применяется спекание в присутствии жидкой фазы. В данном случае
температура спекания может варьироваться в широких пределах. Твердожидкое
спекание в основном применяют для упрочнения
композиционных покрытий. В этом
случае при нагреве расплавляется либо один из компонентов покрытия или
происходит контактное плавление при взаимодействии его компонентов.
Образующаяся при расплавлении жидкая фаза проникает в несплошности покрытия,
способствуя его упрочнению и уплотнению. Продолжительность спекания зависит от
толщины нанесенного слоя и колеблется от 2 до 5 часов .
Улучшить
характеристики покрытия позволяет пластическое деформирование. Данный процесс
проводят по различным схемам нагрева и деформирования. Наибольшее
распространение получила схема электроконтактного нагрева при прокатке покрытий
медным роликом.
При прохождении
электрического тока через композит «сталь-покрытие» основное тепловыделение
происходит в точках контакта напыленных частиц и на участках контакта частиц с
основой. Это тепловыделение вызывает сваривание частиц друг с другом и с
подложкой. Механическая активация способствует завариванию пор. Деформация
покрытия связана с тем, что отдельные частицы сдвигаются и поворачиваются
относительно друг друга путем скольжения по оплавленным границам. Возможна
деформация и хрупкое разрушение отдельных частиц с последующим завариванием
возникших трещин. При горячей деформации порошкового покрытия типа ПГ-СР его
структура формируется в результате горячего наклепа, динамического возврата и
динамической рекристаллизации, развивающихся в зависимости от
температурно-силовых параметров. При этом максимальная
износостойкость может быть достигнута при условиях, обеспечивающих
наибольшие дисперсность и микроискажение кристаллической структуры.
В качестве примера
рассмотрим особенности электроконтактной обработки газотермических покрытий
(ГТП).
В результате выполненных
исследований был разработан режим термической обработки
самофлюсующегося ГТП системы Ni-Cr-B-Si-C
(ПГ-ХН80СРЗ) с оптимальным воздействием на металл основы и получен
композиционный материал, состоящий из износостойкого покрытия на трещиностойкой
основе. Одновременно самофлюсующееся покрытие обрабатывали давлением, чтобы
свести к минимуму последующую механическую обработку.
Никель-хром-бор-кремниевое
самофлюсующееся покрытие (ПГ-ХН80СРЗ) напыляли на сталь газотермическим
способом и повергали термомеханическому спеканию (ТМС) путем электроконтактного
нагрева [1].
Этот метод достаточно
технологичен, гарантирует высокую производительность, культуру производства и
экологическую чистоту, а особенности микроструктуры, сохранение наследственной
мелкозернистой карбоборидной фазы исходного порошка обеспечивает высокую
износостойкость покрытий.
Упрочняемые образцы обжимали
электродами, проводящими ток плотностью 300 А/мм2 со стороны
подложки и со стороны покрытия. Давление на электрод регулировали, варьируя
среднее контактное давление от 20 до 80 МПа. Длительность контакта электрода с
поверхностью изменяли от 2 до 8 с.
При прохождении
электрического тока через биметалл основное тепловыделение происходит в точках
наибольшего электросопротивления, а именно: в местах взаимного контакта
напыленных частиц, на участках, где покрытие прилегает к подложке.
Тепловыделение вызывает сваривание частиц друг с другом и с подложкой.
Механическая активация способствует завариванию пор. Деформация покрытия
связана с тем, что отдельные частицы сдвигаются и поворачиваются относительно
друг друга путем скольжения по оплавленным
границам. Возможна деформация и хрупкое разрушение
отдельных частиц с последующим завариванием возникших трещин. При горячей
деформации порошкового покрытия ПГ-СР его структура формируется в результате
горячего наклепа, динамического возврата и динамической рекристаллизации,
развивающихся в зависимости от температуры и давления. При этом максимальная
износостойкость ГТП может быть достигнута при условиях, обеспечивающих
наибольшую дисперсность и микроискажение кристаллической структуры [2].
Рис. 1. Схема структурных
изменений биметалла, состоящего из малоуглеродистой стали (основа) и
самофлюсующегося износостойкого покрытия,
при термомеханическом спекании.
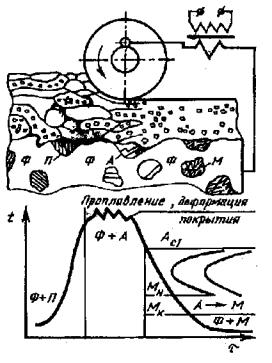
Схематично процесс
формирования структуры композита, получаемого при электроконтактном
нагреве самофлюсующегося ГТП
представлен на рис. 1. Обработке подвергалось изделие с износостойким
порошковым покрытием на малоуглеродистой стали с феррито-перлитной структурой.
В процессе обработки покрытие припекалось к основе, которая вследствие
термического влияния испытывала фазовые превращения. При оптимальном режиме,
показанном на схеме, перлит в зоне термического влияния при температуре выше Аc1 превращается в аустенит (А), который, в свою очередь,
при ускоренном в результате интенсивного теплоотвода при охлаждении в интервале
температур Мн—Мк испытывает мартенситное (М) превращение.
Оптимальный режим ТМС определен на основании
анализа микроструктуры ГТП. Исходное покрытие образовано отдельными частицами
(рис. 2, а), которые сцепляются с основой и друг с другом механическим путем, а
в местах разрушения оксидных пленок на своей поверхности - за счет сваривания.
Пористость слоя составляет 12-16%. Наибольшее число дефектов в виде пор и
пленок оксидов расположено на границе покрытия и основы. Отдельные частицы
содержат мелкодисперсную карбоборидную фазу, другие имеют строение
пересыщенного твердого раствора, твердость которого H20 = 14-18
ГПа. При прогреве и частичном спекании количество тонкодисперсных карбоборидов
увеличивается, а твердость твердорастворной матрицы понижается до 3,2 - 3,4
ГПа, так как уменьшаются напряжения кристаллической решетки. Пористость
снижается
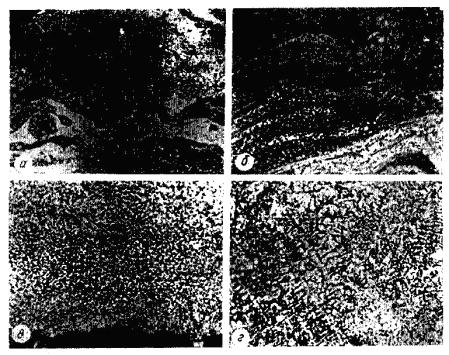
до 2-4% (рис. 2, б). При полном
спекании покрытие имеет строение твердого раствора с однородно распределенными
тонкодисперсными частицами карбидов, боридов и силицидов размером не более
0,7-1,5 мкм (рис. 2, в). При расплавлении существенно ухудшается качество
покрытия. Наблюдаются локальное расплавление поверхностного слоя с сжиманием
металла, прилипание к электроду и отрыв от подложки. После оплавления такое
покрытие имеет дендритное строение, размер карбоборидных выделений составляет
3-4 мкм (рис. 2, г). Исходя их этого, режимы термомеханического воздействия на
композит (длительность контакта с электродом и давление на него) следует
регулировать так, чтобы покрытие спекалось с подложкой без расплавления.
Степень деформации композита при этом определяется главным образом пористостью
защитного слоя.
Интенсификация
температурно-силовых параметров при ТМС ускоряет спекание и, следовательно,
увеличивает производительность процесса. Изменение времени, необходимого для
спекания покрытия, в зависимости от среднего контактного давления, показано на
рис. 3.
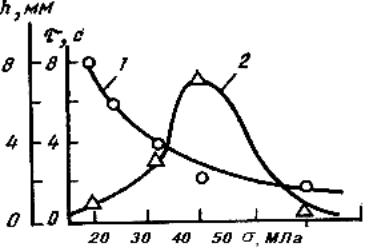
Рис. 3. Влияние давления при
термомеханическом спекании на длительность процесса (1) и глубину зоны
термического влияния (2).
При выборе режима
необходимо учитывать строение и свойства как износостойкого покрытия, так и
композита в целом. Существенное влияние на свойства упрочняемых деталей
оказывает зона термического влияния, ее глубина и строение. Глубина зоны в
зависимости от контактного давления при спекании изменяется немонотонно (рис. 3).
Малое термическое влияние при силовом воздействии 20 МПа обусловлено
перераспределением тепловыделения в сторону пор, границ между порошинками и
других несплошностей покрытия. Вследствие этого температура основы в течение
цикла припекания (около 6-8 с) незначительно превышает температуру
эвтектоидного превращения стали (А1). При этом феррит, наклепанный
при пескоструйной обработке, рекристаллизуется, перлит превращается в аустенит.
В ходе последующего ускоренного охлаждения образовавшийся аустенит испытывает
мартенситное превращение. При повышении давления площадь электрических
контактов между частицами увеличивается, электросопротивление покрытия
снижается,-тепловыделение в основе возрастает. Наиболее существенно структура
основы изменяется в результате припекания покрытия при контактном давлении ~ 40
МПа. В этом случае малоуглеродистая сталь в переходной зоне имеет структуру
псевдоперлита, образование которого связано с нагревом основы до аустенитного
состояния и с последующим ускоренным охлаждением. Когда напряжение сжатия при
ТМС превысит 40 МПа, глубина зоны термического влияния вновь уменьшается.
Структурные изменения в основе ограничиваются рекристаллизацией феррита.
Меньшее влияние термического цикла при увеличении силового воздействия
объясняется сокращением времени, требуемого для полного спекания покрытия.
Длительность цикла ТМС (около 1 с) оказывается в этом случае недостаточной для
фазовых превращений в основе. Что касается качества покрытия, то увеличение
силовых параметров ухудшает его: в покрытии возникают и не успевают
завариваться хрупкие трещины.
Судя по данным
микроструктурных исследований, тонкодисперсное износостойкое никель-хром-бор-кремниевое
покрытие может быть получено в диапазоне температурно-силовых параметров ТМС.
Однако изменение их в оптимальных (с точки зрения структуры покрытия) пределах
существенно влияет на строение основы и, следовательно, на свойства композита в
целом. Если покрытие припекается на доэвтектоидную сталь (0,15 % С), структуру
основы можно изменить от исходной до трооститно-перлитной или
ферритно-мартенситной. Оптимальным представляется режим, при котором покрытие
формируется на стадии спекания, а подложка получает ферритно-мартенситную
структуру. В этом случае нет хрупкой переходной зоны, характерной для других
способов оплавления самофлюсующегося покрытия (печного, газовой горелкой,
плазменной струей и другими неконцентрированными источниками тепла).
Таким образом, чтобы
создать композиционные материалы с износостойкой поверхностью на трещиностойкой
подложке, при осуществлении известных методов нанесения покрытий, таких как
накатка — электроприпекание, термомеханическое спекание, электроконтактное оплавление,
необходимо регламентировать их режимы с целью одновременного управления
структурой как покрытия, так и подложки.
Обработка
самофлюсующегося покрытия методом термомеханического спекания с
электроконтактным нагревом увеличивает его адгезионную и когезионную прочность,
снижает пористость, позволяет
обеспечить более однородную микро- и макроструктуру.
Наружная поверхность
покрытия формируется механическим воздействием со стороны электрода, что
позволяет свести к минимуму последующую механическую обработку.
Регулирование
параметров термомеханического воздействия обеспечивает получение биметалла с
износостойкой поверхностью и трещиностойкой мартенсито-ферритной основой без
хрупкого переходного слоя.
Литература
1. Токарев Л. П. Формирование структуры композиции
«Сталь – защитное покрытие» обработкой источниками концентрированной энергии
для повышения ее надежности. Автореф. докт. дисс. Новосибирск: HГАВТ, 2004. 40
с.
2. Погодаев Л. И.,
Кузьмин А. А. Структурно-энергетические модели износостойкости пористых
покрытий (ГТП). – СПб.: СПГУВК, 2005. – 208 с.
3. Бычков Т. П. Влияние параметров оборудования
на свойства ГТП при восстановлении и изготовлении деталей судовых механизмов
СПб.: СПГУВК / «Судо-строение и судоремонт». 2000. – С. 148-151.