Технические науки/3.Отраслевое
машиностроение.
R.т.н. Шляхова Г.В. *, д.ф.–м.н. Данилов В.И. *, к.т.н. Зернин Е.А.
*Институт физики прочности и материаловедения СО РАН,
г. Томск, Россия
Юргинский
технологический институт (филиал), г. Юрга,
Россия
Строение, морфология и дисперсность
наплавленного металла при дуговой сварки плавящимся электродом в среде защитных
газов
Измельчение структурных составляющих
наплавленного металла может быть достигнуто введением в сварочные материалы или
непосредственно в сварочную ванну нанодисперсных металлических и
неметаллических порошков, свойства которых существенно отличаются от свойств
макро- и микропорошков того же химического состава. Размер зерен при этом
уменьшается, что приводит к изменению механических свойств сварного соединения [1].
В данной работе предлагается управлять строением, морфологией и дисперсностью
наплавленного металла за счет нового способа введения нанопорошка в зону
сварки.
Результаты
исследований и их обсуждение. Структура
основного металла во всех случаях соответствует структуре горячекатаной нержавеющей
стали 12Х18Н10Т. Представлена полиэдрическими сдвойникованными зернами, средний
размер которых составляет 30±10 мкм. Анализ исследования показал, что
наплавленный металл можно разделить на три слоя, структура которых существенно различна.
На рис. 1 представлена схема исследования микроструктуры швов.
Точками указаны, места в которых
исследовали микроструктуру наплавленного металла. В точке Д фиксировалась структура основного металла. Точка Г соответствует структуре участка
перехода от наплавленного металла к основному и зоны термического влияния.
Зона термического влияния во всех образцах
четко не выявляется, но имеет одинаковую величину. На границе сплавления
происходит плавный переход от дендритной структуры наплавленного металла к
полиэдрической зеренной структуре зоны термического влияния в основном металле.
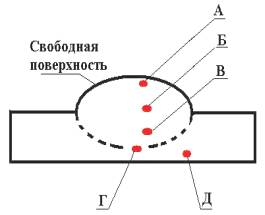
Рис. 3. Схема исследования
микроструктуры сварного шва после травления
А – верхний слой наплавленного
металла, Б – средний слой наплавленного металла, В. – нижний слой наплавленного
металла, Г – участок перехода от наплавленного металла к основному, Д –
основной металл
Точки А, Б и В соответствуют характерным структурам, отмеченных выше слоев
наплавленного металла. Первый, непосредственно примыкающий к свободной
поверхности слой, можно характеризовать как слой с полиэдрической зеренной
структурой. В этом слое наряду с хаотически расположенными (неориентированными)
дендритами наблюдаются полиэдрические зерна аустенита. Толщина его составляет
15% от общей толщины наплавленного металла.
Все наплавленные образцы являются
совершенными по структуре. Наплавленный металл имеет слоистое строение, которое
обусловлено изменением условий теплоотвода по мере продвижения в глубь сварочной
ванны (рис. 2). Вблизи свободной поверхности теплоотвод слабый, поэтому
кристаллизация происходит по механизму формирования полиэдрических зерен,
дендриты практически не успевают сформироваться. Наиболее четко этот процесс
наблюдается в образце при наплавке в среде аргона проволокой сплошного сечения
с добавлением W. В остальной части наплавленного
металла происходит типичная дендритная кристаллизация. Примерно половина объема
наплавленного металла занята ориентированными дендритами. Однако, в образцах
при наплавке в среде аргона проволокой сплошного сечения с добавлением W и Al2O3 этот
слой занимает меньше половины, а в образце при наплавке в среде аргона
проволокой сплошного сечения – больше. Имеется и слой неориентированных
дендритов. Такой слой наиболее широк в образце при наплавке в среде аргона
проволокой сплошного сечения с добавлением Al2O3. Чем больше проявляется дендритное строение
наплавленного металла и чем более грубое строение дендритов, тем хуже
эксплуатационные характеристики сварного шва. С этих позиций сварной шов
образца при наплавке в среде аргона проволокой сплошного сечения уступает
образцам при наплавке в среде аргона проволокой сплошного сечения с добавлением
W и Al2O3.
Наиболее равновесная структура по размеру дендрита достигается с применением
наноструктурированного порошка Al2O3.
|
а |
б |
в |
|
г |
д |
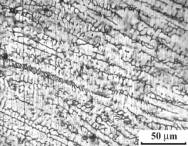
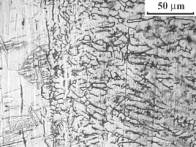
Рис.
2. Структура сварного шва с применением наноструктурированного порошка Al2O3; а) – участок А, б) – участок Б, в) – участок В, г) – участок Г, д) − участок Д
(основной металл) |




Выводы. Проведенные исследования показали, что применение
наноструктурированных порошков позволяет управлять строением, морфологией и
дисперсностью наплавленного металла.
Литература:
1. С.Г. Паршин. MIG-сварка стали с применением наноструктурированных
электродных материалов. // Сварочное производство, 2011, №10, с.27-31.