Технические науки 1. Металлургия
К.т.н. Агеева Е.В., д.т.н. Агеев Е.В., студент Зубарев
М.А.,
студент Козлова О.С.
Юго-Западный государственный университет, Россия
ТЕХНОЛОГИЯ
ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ СЕЛЬХОЗТЕХНИКИ ТВЕРДОСПЛАВНЫМИ ЭЛЕКТРОЭРОЗИОННЫМИ
ПОРОШКАМИ
Одной из основных проблем развития
современного сельхозмашиностроения является повышение качества, надежности и
долговечности деталей, узлов и механизмов. Одной из основных причин выхода из
строя является их изнашивание. При большом многообразии видов и механизмов изнашивания
в машиностроении одной из актуальных проблем является повышение качества
деталей, работающих в условиях абразивного и коррозионно-абразивного
изнашивания. Эта проблема может быть решена за счет применения эффективных
методов изготовления, восстановления и упрочнения деталей машин путем
применения специальных материалов, обеспечивающих получение покрытия с
заданными физико-механическими свойствами. Такими материалами, с точки зрения
цены и качества, являются, прежде всего, порошковые твердые сплавы, полученные
из отходов вольфрамсодержащих твердых сплавов. Одним из перспективных методов
получения порошка, практически из любого токопроводящего материала, в том числе
и твердого сплава, отличающийся относительно невысокими энергетическими
затратами и экологической чистотой процесса, является метод электроэрозионного
диспергирования (ЭЭД).
Для
получения порошка из отходов спеченных твердых сплавов марки Т15К6 методом
электроэрозионного диспергирования использовали установку для ЭЭД токопроводящих
материалов, разработанную авторами.
Полученный
порошок был использован в качестве наплавочного материала. За объект реновации
был принят лемех плуга. Лемех плуга в
результате изнашивания затупляется и изменяет свою первоначальную форму. Его
носок закругляется, а с тыльной стороны лезвия образуется «затылочная» фаска.
При работе на песчаных и супесчаных почвах у лемеха интенсивно изнашивается
лицевая (рабочая) поверхность, особенно в носовой части. Лемех шириной менее 92 мм
бракуют или восстанавливают способом приварки полосы, изготовленной из
выбракованных лемеха или полевой доски.
Технологический процесс
восстановления лемеха плуга,
изготовленного из стали 65Г электродуговой наплавкой с использованием
твердосплавных электроэрозионных порошков:
1. Дефектация лемеха.
Очищенный и вымытый лемех
осматривали и контролировали основные параметры технического
состояния. Поверхность лемеха должна быть ровной. Допускается коробление лезвия
лемеха до 4, а его спинки — до 2 мм. Контроль ведли на поверочной плите 2-2-1000x630 пластинчатым щупом 3-2. Ширина
лемеха должна быть не менее 92 мм. Ее проверяют штангенциркулем ЩЦ-I-125-0,1. Ширина затылочной фаски лемеха должна быть
меньше 6...8 мм при работе на средних почвах и 3...4 мм при работе на тяжелых
почвах. Для проверки ширины затылочной фаски лемеха используют штангенциркуль
ЩЦ-I-125-0,1. Толщина
режущей кромки лезвия лемеха не должна превышать 1 мм на расстоянии 0,5 мм от
режущей кромки. Толщину, определяют с помощью штангенциркуля ШЦ-I-125-0,1 в трех различных
сечениях лезвия. Угол заточки лезвия лемеха должен быть 25...35°. Его контролировали специальным шаблоном.
2. Восстановление лемеха.
Затупленный
лемех восстанавливали оттяжкой после нагрева с последующей закалкой и заточкой,
а также последующей наплавкой тыльной стороны лезвия специально изготовленным электродом полого типа с
порошком, полученным методом ЭЭД из сплава Т15К6 в воде, с помощью сварочного
выпрямителя ВД-306 на посту ручной дуговой наплавки, и заточкой с
лицевой стороны. Результаты исследования структуры и свойств покрытий,
полученных электродуговой наплавкой с использованием порошков сплава Т15К6, представлены
в таблице 1.
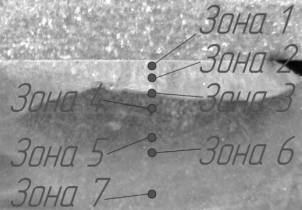
Таблица 1
− Характеристики покрытий, нанесенных электродуговой
наплавкой, с
использованием твердосплавных порошков, полученных ЭЭД
|
Микрошлиф
с исследуемыми зонами |
|
||
|
Характерные
зоны |
Зона 1, 2 |
Зона 3, 4 |
Зона 5, 6,
7 |
|
Микроструктура
участков, х 450 |
|
|
|
|
Микротвердость, МПа |
350±10 |
250±10 |
170±10 |
|
Относительная износостойкость |
1,9 |
− |
1,0 |




Установлено, что восстановление лемехов
плугов электродуговой наплавкой с использованием порошков, полученных
электроэрозионным диспергированием спеченных твердых сплавов марки Т15К6
способствует увеличению микротвердости в 2,1 раза и относительной износостойкости
покрытий в 1,9 раза.
Работа
выполнена по теме гранта Президента Российской Федерации № МК-1765.2013.8.