Технические науки/1. Металлургия
Магистрант Щербаков В. Г.
Белорусский Национальный Технический Университет
Возможность использования отходов дроби в качестве
материала для наплавки на режущие органы почвообрабатывающих машин в условиях
РУП «МЗШ»
Известно, что
специализированных порошковых материалов для получения слоев, обладающих
повышенной абразивной износостойкостью и в то же время не высокой ценой нет.
Номенклатура порошковых материалов ограничена и в то же время является
универсальной. Разработки этих сплавов проводились еще 10-50 лет назад [1]. И
все чаще возникает проблема выпуска не серийных партий наплавочных материалов,
а необходимых в данный момент со всеми требуемыми определенными
характеристиками.
На РУП «МЗШ» была
поставлена задача, проверить возможность использования отходов чугунной колотой
дроби ДЧЛ 08, после дробеструйной и дробеметной
обработки, в качестве основы для изготовления наплавочного материала. Для
анализа была выбрана дробь размером 0,4 – 0,5 мкм. Диффузионное легирование (борирование в карбиде бора) осуществляли в лаборатории
кафедры на установке для диффузионного легирования, с вращающимся контейнером,
изготовленной аспирантом кафедры Стефановичем А. В. Состав смеси: ДЧЛ08 + В4С + NH4Cl. Температура обработки составляла
900 - 920°С. Время выдержки 2 часа. Охлаждение контейнера производили на
воздухе. Наплавку смесей осуществляли на участке упрочнения РУП «МЗШ». Смеси
для наплавки выбирались экспериментально и имеют следующий состав: 50% ДЧЛ08 +
50% ФБХ в виде пасты и 100% ДЧЛ08 в виде пасты.
Шлифы дроби (исходной и борировонной) и наплавленных слоев предварительно
подвергали шлифованию. Твердость дроби и слоев измеряли на микротвердомере
ПМТ-3 с нагрузками на индентор 50 и
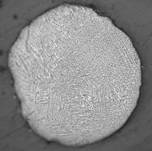
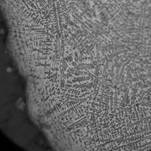

а) б) в) г)
а – исходная ДЧЛ 08×200;
б – исходная ДЧЛ 08×500;
в – борированная
ДЧЛ 08×200;
г – борированная
ДЧЛ 08×500.
Рисунок 1. Микроструктура исходной борированной ДЧЛ 08.
Микроструктура исходной
дроби представляет собой мелкодисперсный ледебурит с мелкими включениями
сорбита и тростита отпуска, а также карбидную фазу,
входящую в состав эвтектики. Микроструктура борированной
колотой дроби представляет собой металлическое ядро с графитными включениями и боридную оболочку также
с включениями графита вследствие графитизации
во время изотермической выдержки в процессе диффузионного легирования. Микротвердость исходной дроби и обработанной представлена в
таблице 1.
|
|
Микротвердость, МПа |
|||||
|
Расстояние
от центра, мкм |
Центр |
40-50 |
80-100 |
120-150 |
160-200 |
200-250 |
|
ДЧЛ
08 исходная. |
8450 |
8450 |
7730 |
8240 |
8880 |
10240 |
|
ДЧЛ
08 борированная |
3250 |
4280 |
3970 |
4100 |
7200 |
16200 |
Слой, полученный
индукционной наплавкой имеет доэвтектическую
структуру: бористый феррит и эвтектика – железо и бороцементит. Твердость слоев составляет 6449 – 11440 МПа
для смеси 50% ДЧЛ 08 + 50% ФБХ и 7385 – 12380 МПа для смеси 100% ДЧЛ 08. Однако
в сечении слоев присутствуют темные участки (рисунок 2), представляющие собой
подкорковые пористости, вызванные неудачными режимами наплавки и
нецелесообразно завышенными толщинами исходных слоев для наплавки.






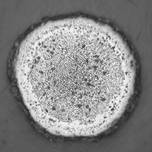
а) б) в) г) д) е)
а
- 50% ДЧЛ 08 + 50% ФБХ ×50;
б
- 50% ДЧЛ 08 + 50% ФБХ ×500;
в
- 50% ДЧЛ 08 + 50% ФБХ ×1000;
г
- 100% ДЧЛ 08 ×50;
д - 100% ДЧЛ 08 ×500;
е
- 100% ДЧЛ 08 ×1000.
Рисунок 2. Микроструктура
наплавленных слоев в зависимости от состава
Наличие подкорковой пористости в
наплавленных слоях не является сдерживающим фактором для дальнейшего изучения
возможности замены наплавочного порошка ФБХ на борированные
отходы чугунной колотой дроби. Твердость полученных слоев является достаточной
для использования по назначению, а макродефекты в
наплавленном слое вызваны не правильными подготовительными процессами перед
наплавкой. Их следует изучить и найти оптимальные параметры между получаемой
толщиной наплавленного слоя, исходным наплавляемым составом и параметрами
наплавки.
Литература:
1. Константинов В.М. Теоретические и
технологические аспекты создания экономно-легированных защитных слоев из
диффузионно-легированных сплавов // Вестник БНТУ, №2, 2007. – С. 29 – 36.