Машиностроение
Буряк Ю.В., Миткевич Н.А., Пилипенко Т.А.
Днепропетровский национальный университет
Стабилизация динамических режимов резонансных
асимметричных виброплощадок
В последние годы в
промышленности сборного железобетона получили распространение резонансные
виброплощадки, генерирующие несимметричные колебания. Эти машины отличаются
высокой эффективностью уплотнения жестких бетонных смесей, прочностью
металлоконструкций и низким уровнем шума [1]. В определенном диапазоне
изменения технологической нагрузки соблюдается и стабильность колебаний,
обеспечивающая качество и прочность отформованных изделий. Однако в ряде
технологических линий при существенном изменении массы формуемых изделий
стабильность динамического режима нарушается. Объясняется это тем, что при
увеличении нагрузки, например, от 5 до 20 кН зазоры между проседающим
рабочим органом и упругими буферами, установленными на уравновешивающей раме,
уменьшаются вплоть до нулевых или даже отрицательных значений, что приводит к
снижению амплитуд перемещений и ускорений. Анализ амплитудно-частотных кривых и
результатов испытаний показал: в процессе вибрации на заданной частоте увеличение
собственной массы изделий приводит к повышению амплитуды колебаний, а
увеличение сопротивлений при перемешивании частиц бетона – к ее существенному снижению
[2]. С целью сохранения постоянной величины буферных зазоров вне зависимости от
массы технологической нагрузки в конструкции асимметричных виброплощадок
введены простые гидравлические устройства. При этом повышается эффективность
уплотнения жестких бетонов и снижаются затраты на переналадки, присущие обычным
виброплощадкам.
На рис. 1
представлена схема виброплощадки, состоящая из рабочего органа 1 с
вибровозбудителем 2, установленного посредством упругих связей 3 на
уравновешивающую раму 4, опирающуюся на виброизоляторы 5. Рама содержит
гидроцилиндры 6, над- и подпоршневые полости которых сообщаются трубопроводами
7 через запорный электромагнитный клапан 8. Последний нормально открыт и
сблокирован с вибровозбудителем, который включается после закрытия клапана.
І
![]()
![]()
![]()
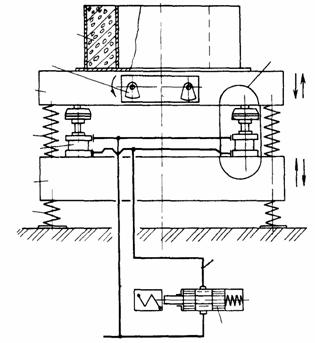
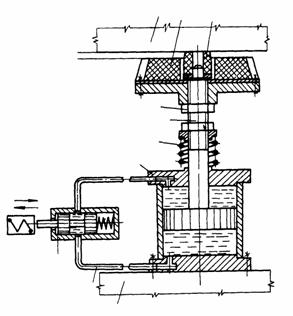
Рисунок 1. – Виброплощадка
Штоки 9 гидроцилиндров
содержат пружины 10 малой жесткости и резиновые буфера 11, образующие с нижней
плоскостью рабочего органа расчетный зазор е.
Перемещение буферов по вертикали и фиксация их для обеспечения требуемого
зазора е осуществляется гайкой 13.
После установки формы на
рабочий орган и постепенного заполнения ее бетоном деформируются упругие связи
3. Рабочий орган, опускаясь и контактируя нижней плоскостью с упругими упорами
12, перемещает вниз штоки и закрепленные на них буфера. При этом рабочая
жидкость через открытый запорный клапан по трубопроводам выжимается поршнем из
нижних полостей гидроцилиндров в верхние, а зазор е остается постоянным. После включения вибровозбудителя клапан
закрывается и запирает нижние полости гидроцилиндров. При ходе рабочего органа
вниз упругие опоры сжимаются и происходит соударение с буферами, которые из-за
замкнутости над- и подпоршневых полостей и несжимаемости жидкости не
перемещаются вниз.
Следует отметить: чем
больше масса технологической нагрузки, тем более нижнее запирающее положение
занимает поршень. При этом величина установленного расчетного зазора остается
постоянной.
Применение
стабилизирующего устройства повышает универсальность виброплощадок по
грузоподъемности. Особенно это касается формования крупногабаритных и высоких
изделий, в частности, железобетонных труб, когда технология изготовления
предусматривает послойную засыпку, очередное отключение вибровозбудителя и
формование бетонной смеси при постоянном зазоре.
Литература:
1. Логвиненко Е.А. Исследование и
создание вибрационных машин строительного типа //Вибрации в технике и
технологиях. – 2003. – №1(27). – С. 80-83.
2. Гусев Б.В.,
Деминов А.Д., Крюков Б.И., Логвиненко Е.А. и др. Ударно-вибрационная технология
уплотнения бетонных смесей. – М.: Стройиздат, 1982. – 152 с.