Технические науки/1.Металлургия
К. т. н Семенов.В.М., инж. Ерегин
П.Л
Донбасская государственная
машиностроительная академия Украина
МОДЕЛИРОВАНИЕ ТЕРМИЧЕСКИХ ЦИКЛОВ ОКОЛОШОВНОЙ ЗОНЫ ПРИ ЭЛЕКТРОШЛАКОВОЙ СВАРКЕ
Для разработки технологии электрошлаковой сварки (ЭШС) и изучения термических
циклов металла околошовной зоны (ОШЗ), влияющих на образова ние трещин в
сварных соединениях [1] , вместо
крупных образцов, требующих трудоемких и
длительных ( до 1 года) испытаний, предложены малогабаритные образцы. Такие малогабаритные
образцы-диски Ø 800 и толщиной
700 600 500 400 300 200 100 0 0 Т 0
С Т2 Т1 12 13 14 15 ч Т3 Т2 Т1
![]()
Рис.1. Схема сборки
образцов-дисков Ø
С учетом проведенных экпериментов разработана технология ЭШС расходуемых
электродов из валковой стали 9Х2МФ. Диаметр свариваемой де
тали 500мм, длина
положенных на расстоянии 100, 200 и
а)
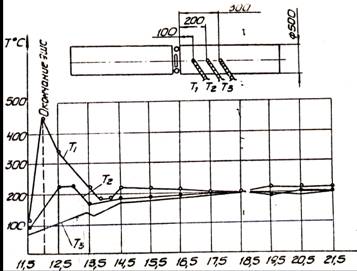
б)
Рис.2
Схема расположения термопар (а) и термический цикл околошовной зоны (б).
Адекватность термических циклов ОШЗ малогабаритных
образцов и изделий из валковых сталей.
была подтверждена расчетным методом .(рис.4) Рассмотрен процесс нагрева металла,
прилегающего к шву. в точке А (х0 , у0 ), он нагревается
двумя источниками тепла. Один из них
действует в плоскости ВС (шлаковый источник, обладающий мощностью q ш /2
), нагревает металл до температуры ТАш, а другой, действующий в
плоскости D′ D ( источник
металлической ванны, обладающей мощностью qм – до ТАм. .Суммарная температура
точки ТА =ТАш + ТАм Выделив элементарные
линейные источники, обладающие мощностью (qм/bш) dy на
D′ D и и (q ш /2а) dх
на ВС и суммируя элементарные приращения в точке А от действия этих источников
в пластине при установившемся процессе сварки получим:
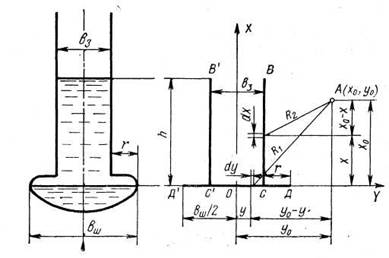
Рис. 3
Расчетная схема термического цикла металла околошовной
зоны при ЭШС легированных конструкционных сталей
:
где :qи –эффективная мощность при ЭШС кал/с; С= qм
/ q.ш;.; (принимается
1.4 ); qм = bш vс
γ Тм , кал/с; q.ш;.;= qи – qм::
Тм–=1900 0 С–средняя
температура металлической ванны.При выборе безразмерных величин за основу были
приняты значения параметроврежима электрошлаковой сварки, применяемые на
производстве : υ=0,008....0,03 см/с; bз =2…5.см.; r= 0…5 см;
где:h = 2…10 см.; коэффициент
температуропроводности α =0.065…0.08 см2/ с.; координаты точек:
х0 =–30…+
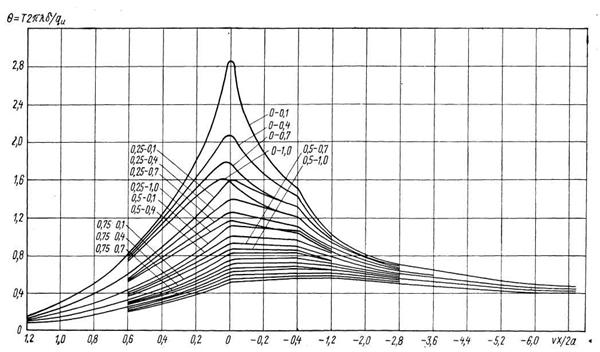
Рис.4Термический.цикл.в.безмерных.параметрах.при.(υh/2а).=.0,6.
Сравнение
термических циклов малогабаритных образцов с термичес-кими циклами
крупных изделий, а также полученными расчетным
путем показало, что характер нагрева и
охлаждения металла околошовной зоны их идентичны.Испльзование малогабаитных образцов с
регулируемым, принуди-
тельным охлаждением для моделирования
термических циклов при ЭШС
поз-
волило получить экономию
материалов и топлива.
ЛИТЕРАТУРА
1. Paton B.E.
Current trends of research and development in the field of welding and
strength of structures, Welding journal № 10,