Технические науки/8. Обработка материалов в машиностроении
Інженер, Кушлянський К.В.
НТУУ “Київський Політехнічний Інститут” , Україна
Застосування надтвердих
інструментальних матеріалів для оброблення наплавлених поверхонь деталей машин
Викладено аналіз застосування
надтвердих інструментальних матеріалів (НТМ) для лезового механічного
оброблення наплавлених поверхонь деталей машин та наведено приклад застосування
НТМ при відновленні деталей типу вал кардана.
Проблема. Відновлення зношених деталей
машин є одним із напрямків ресурсозбереження. Порівняно з виготовленням нових
деталей витрати металу зменшуються в 1,6 раза, трудовитрати в 1,7 раза, а
витрати енергоресурсів зменшуються більше ніж в 7 разів [1]. Найбільш
поширеними способами нанесення покриттів на зовнішні поверхні є наплавлення і
напилення. Однак, загартований стан покриттів, їх структурна і хімічна
неоднорідність, різна твердість матеріалу покриття, низькі пластичні
властивості багатьох покриттів, наявність пор і тріщин, шлаків і твердих включень
створюють значні труднощі під час механічного оброблення наплавлених поверхонь
твердосплавним інструментом та шліфуванням. В той же час, для лезового
оброблення загартованих сталей чавунів і інших оброблюваних матеріалів, все
ширше застосовують полікристалічні надтверді матеріали на основі кубічного
нітриду бора (КНБ).
Аналіз останніх досліджень і публікацій
Поширення
використання в машинобудуванні і ремонтному виробництві зміцнюючих покриттів
призвело до появи технології механічного оброблення деталей з
важкооброблюваними покриттями. Найбільша ефективність механічного оброблення
покриттів, нанесених електродуговою, плазмовим наплавленням, газотермічним
напиленням, досягається шляхом застосування лезового інструмента, який оснащено
матеріалами на основі КНБ. Найбільш роботоздатними є матеріали гексаніт-Р і
киборіт. Різці із цих
матеріалів дозволяють видаляти поверхневий шар покриттів [2]. Оброблення таких
покриттів супроводжується підвищенням температури в зоні різання до 1000-1200 оС,
що суттєво впливає на роботоздатність інструмента і стан обробленого
поверхневого шару. Оброблюваність наплавлених матеріалів можна значно покращити
за рахунок мікролегування їх хімічними елементами [6]. Є певні труднощі в
отриманні поверхневого шару з високими показниками якості.
Застосування
різального інструменту із матеріалів на основі КНБ при обробленні загартованих
поверхонь порівняно з твердосплавним інструментом дозволяє:
- підвищити
продуктивність праці в 1,5-5 раз за рахунок зменшення поштучного часу
оброблення деталей;
- зменшити обсяг
фінішних операцій (хонінгування, шліфування, доводка);
- покращити
якість поверхневого шару при заміні шліфування лезовим обробленням.
Метою
досліджень є
аналіз досвіду застосування НТМ на основі КНБ для оброблення загартованих поверхонь
та удосконалення технології механічного оброблення деталей типу вал кардана при
їх відновленні.
Результати досліджень
Аналіз досліджень
[2, 3, 5, 7, 8] дозволяє визначити найбільш раціональні технологічні області
застосування НТМ на основі КНБ (таблиця 1). Однак, як зауважують самі ж автори,
кожному оброблюваному матеріалу відповідає оптимальний інструментальний
матеріал із КНБ, який відрізняється від інших характеристиками зерен,
матеріалом та характеристиками зв’язки, режимами отримання. Наявність в складі
матеріалу покриття титану Ті і хрому Cr значно підвищують інтенсивність
зношування інструменту за рахунок хімічної взаємодії в місцях контакту
інструменту і покриття.
Таблиця 1 – Раціональні області застосування НТМ на
основі КНБ
|
Матеріал |
Спосіб отримання |
Область застосування |
|
Композит 1 (ельбор-Р) |
Перехід гексагонального нітриду бора в кубічний в присутності розчинника |
Тонке і чистове обточування, переважно без удару, і торцеве фрезерування
загартованих сталей і чавунів будь-якої твердості, твердих сплавів
(Со≥15%) з глибиною різання 0,05- |
|
Композит 02 (бельбор-Р) |
Перехід гексагонального нітриду бора в кубічний |
Попереднє
оброблення деталей із загартованих сталей з глибиною різання h≤1,2 мм. Обточування і розточування
загартованих сталей будь-якої твердості, чавунів відбілених твердістю НВ
400-600; зносостійких покриттів на основі нікелю (плазмове нанесення) НRС
47-57 по корці |
|
Композит 09 полікристалічний
твердий нітрид бора (ПТНБ) (Зерна в 3-5 раз менші, а міцністю
характеристики в 1,5-2 рази вищі ніж полікристали ельбора-Р) |
Повне перетворення під час синтезу вюрцитної модифікації нітриду бору
в кубічну |
Обточування і розточування з ударом, фрезерування загартованих сталей
НRС 54-57 |
|
Продовження таблиці 1 |
||
|
Матеріал |
Спосіб отримання |
Область застосування |
|
Композит 10 (гексаніт-Р) |
Перехід вюрцитного нітриду бора в кубічний |
Попереднє і завершальне обточування з ударом і без удару, торцеве
фрезерування сталей і чавунів будь-якої твердості, твердих сплавів
(Со≥15%) з глибиною різання 0,05- |
|
Композит 10Д |
Спікання порошку кубічного і вюрцитного нітриду бора на твердосплавній
основі (двошарові пластини) |
Обточування і розточування з ударом конструкційних і легованих,
інструментальних і підшипникових сталей, за гартованих до твердості НRС
40-58; швидкорізальних, інструментальних, цементованих сталей НRС 58-70; чавунів
відбілених твердістю НВ 400-600. Торцеве фрезерування конструкційних, легованих, інструментальних
загартованих сталей, НRС 35-55; цементованих загартованих сталей, НRС 55-70;
швидкорізальних сталей, НRС 60-70; чавунів відбілених, загартованих. Оброблення наплавлених матеріалів (НRС 46-52) попереднє (по корці) та
чистове. |
|
Композит 05 ИТ-2С |
Спікання порошку із зерен КНБ зі зв’язкою на твердосплавній основі |
Попереднє і завершальне точіння без удару загартованих сталей НRС
<40-62 і чавунів будь-якої твердості з глибиною різання 0,05- |
|
Продовження таблиці 1 |
||
|
Матеріал |
Спосіб отримання |
Область застосування |
|
Amborite |
Спікання порошків КНБ з активуючими добавками |
Різання з ударом і без удару загартованих легованих сталей, твердих
чавунів, виливок (НRС 60), важкооброблюваних матеріалів |
|
Киборіт |
Спікання порошків КНБ з активуючими добавками (безперервний каркас КНБ і зв’язка із тугоплавких з’єднань) |
Різання з ударом і без удару важкооброблюваних термооброблених сталей
і чавунів будь-якої твердості з великою глибиною різання, високотвердих
наплавлених матеріалів мартенситного класу, напилених матеріалів на основі
Ni, Co, Fe, композицій з включеннями твердих сплавів. |
|
ДВС 50 |
Спікання двошарових пластин на твердосплавній основі з робочим шаром
із КНБ |
Чистове оброблення загартованих і легованих сталей, чавунів. |
|
ДВС 90 |
Те ж |
Напівчистове оброблення загартованих і легованих стале і чавунів |
|
Q-bonite BX 241 |
- “ - |
Оброблення сталей і чавунів в умовах переривчастого різання |
|
Sumiboron BN 200 |
- “ - |
Безперервне і переривчасте різання загартованих і легованих сталей і
чавунів |
З урахуванням технологічних
рекомендацій по застосуванню надтвердих матеріалів для оброблення твердих
поверхонь, розглянемо можливості інструментальних матеріалів, які можуть
застосовуватись для оброблення наплавлених покриттів.
При чорновому
обточуванні наплавлених і напилених покриттів інструмент із киборіта дозволяє
видаляти поверхневий шар за один робочий хід з глибиною різання h≤2,5 мм. При цьому
інструмент необхідно загострювати з переднім кутом γ= -(15-20)о.
Більшій твердості відповідають менші значення переднього кута. Особливістю
оброблення твердих на плавок киборітом з глибиною різання більше
Застосування лезових
різальних інструментів, які оснащені гексанітом-Р при чорновому обточуванні
наплавлених поверхонь найбільш ефективно при глибині різання до 1,0мм. Подальше
збільшення глибини різання суттєво знижує стійкість інструменту. При чорновому
обробленні стійкість інструменту із гексаніту-Р в 2-4 рази менше, ніж при
чистовому.
За даними
досліджень [6], при чистовому обробленні валів, наплавлених електродуговим
способом порошковим самозахисним дротом ПП-Нп-10Х14Т (НRС 46-52) стійкість
інструментальних матеріалів зменшувалась в такому порядку: киборіт, композит
10Д, гексаніт-Р, композит 09, композит 05, ельбор-Р.
Автори [2] для
чистового оброблення наплавлених і напилених покриттів рекомендують інструмент
із гексаніту-Р, киборіта, ельбора-Р, композита 09, а також пропонують режим лезового
оброблення деталей з покриттями.
Вибір режимів різання
тісно пов’язаний з вимогами до якості оброблюваних поверхонь, яка
характеризується шорсткістю поверхні та точністю форми. Особливо це стосується
чистового оброблення.
На рис. 1
представлена структурна модель забезпечення якості оброблення поверхонь, яка
дозволяє виявити всі фактори, що впливають на шорсткість та точність форми
оброблюваної поверхні. З урахуванням результатів досліджень [2, 4, 5],
проаналізуємо вплив цих факторів на якість поверхні.
Основними з них є
жорсткість та вібростійкість ТСО, сила різання, режими різання та стан
поверхні.
Багаточисельними
дослідженнями процесів оброблення різанням встановлено, що на параметри
шорсткості найбільший вплив мають радіус при вершині інструмента (rв)
та величина подачі (S). Із збільшенням подачі жорсткість зростає, а збільшення
rв призводить до її зниження, Із затупленням різця вплив rв
на шорсткість поверхні зменшується.
В процесі
оброблення поверхонь з покриттями глибина різання (h) практично не впливає на
шорсткість поверхні, що пов’язано зі слабким впливом глибини різання на процес
пластичного деформування при різання.
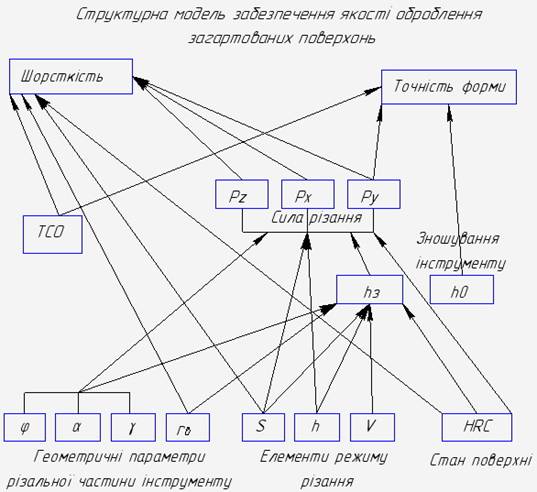
Рисунок 1.
Структурна модель забезпечення якості оброблення загартованих поверхонь
Суттєвий вплив на
шорсткість поверхні має її стан. Оброблення наплавлених поверхонь пов’язана з
труднощами в досягненні необхідної шорсткості поверхні. Однорідність сукупності
значень параметра Rа досягається лише після другого робочого ходу. При
чистовому обробленні, особливо різцями із ельбора-Р, чим вища твердість
поверхні, тим меншу шорсткість поверхні можна отримати.
Найбільший впив
на силу різання має глибина різання, бо із її збільшенням зростає ширина
різання, що спричиняє зростання всіх складових сили різання. Суттєве збільшення
сили різання відбувається із збільшенням спрацювання різця по задній поверхні
(hз), що пояснюється збільшенням поверхні контакту інструмента і
деталі. В свою чергу, на спрацювання інструмента із НТМ на основі КНБ значний
вплив мають швидкість різання (V) і подача, бо саме ці параметри обумовлюють
температуру на контактних поверхнях інструмента.
Стосовно впливу
геометричних параметрів різального інструмента на силу різання слід зауважити,
що зменшення переднього кута (γ) спричиняє зростання складових сили різання
і зміну їх співвідношення.
Із збільшенням
заднього кута α складові сили різання зменшуються
Збільшення
головного кута в плані при обробленні загартованих сталей призводить до
зростання основної складової (Рх) сили різання і зменшенню інших
складових. Рекомендації щодо вибору геометричних параметрів інструмента для
оброблення наплавлених і напилених покриттів детально викладені в роботі [2].
На точність форми
оброблюваної поверхні найбільше впливають радіальна складова (Ру)
сили різання і розмірне зношування інструменту.
Переваги
застосування лезових різальних інструментів з НТМ на основі КНБ розглянемо на
прикладі оброблення відновлювальних поверхонь валу кардана, ескіз якого
наведено на рис. 2. Зношені поверхні шліців (дефект 1) та поверхонь під манжету
(дефект 2) і підшипник (дефект 3) відновлюються наплавленням електродуговим
способом дротом 1,2 Нn 30ХГСА. Традиційний технологічний процес оброблення
відновлювальних поверхонь передбачає застосування таких технологічних
переходів: оброблення наплавлених поверхонь лезовим інструментом із твердого
сплаву ВК-8, термічне оброблення, шліфування та алмазне вигладжування
поверхонь. При цьому кожний технологічний перехід оброблення повинен
забезпечувати послідовне поліпшення характеристик якості поверхні.

Рисунок 2 – Вал кардана
Насамперед
проведемо аналіз оброблюваних поверхонь (таблиця 2).
Таблиця 2 Характеристика оброблюваних поверхонь
|
Відновлювані поверхні |
Технічні вимоги |
|
Поверхні В і Г Ф49,98-0,017 |
- шорсткість Rа 0,63 (алмазне вигладжування); - радіальне биття відносно осі деталі – - овальність і конусність – не більше |
|
Шліцьова поверхня: - діаметр - бокові поверхні |
- шорсткість: =Rа 1,25; =Rа 2,5; - радіальне биття зовнішнього діаметра відносно поверхонь В і Г – - непаралельність бокових поверхонь шліців осі деталі Б не більше Крок виступів повинен бути виконаний з точністю Допускається прослаблення по ширині трьох шліців до 0,02 мм
зверх допусків |
|
Матеріал, наплавлений ( в процесі відновлення) електродуговим
способом в середовищі вуглекислого газу |
Дріт 1,2 Нn 30ХГСА |
|
Термообробка поверхонь |
ТВЧ h > 1,5, HRC ≥ 50 |
При розробленні
нового технологічного процесу необхідно прийняти до уваги, що за даними [6, 9]
твердість наплавленого шару дротом Нп-30ХГСА в середовищі СО2 становить
HRC 30-35. Проведений аналіз рекомендацій щодо оброблення наплавлених поверхонь
свідчить, що за такої твердості для обточування
наплавленого шару достатньо застосування різальних інструментів із твердого
сплаву. Дослідження [6] залежності стійкості різців із твердих сплавів від
швидкості різання при чорновому обробленні такого наплавлення показали, що
найбільшу стійкість (24 хв.) має різець із матеріалу ТТ7К12 при швидкості
різання 60 м/хв. при глибині різання h=1,0 мм і подачі S=0,2 мм/об.
Стійкість різця із твердого сплаву ВК8 за таких умов не перевищує 6,5 хв.
Враховуючи твердість оброблюваних поверхонь після термічного оброблення (HRC
≥50) і необхідність алмазного вигладжування для зміцнення поверхонь
і досягнення шорсткості Rа 0,63 доцільно для фінішного оброблення на заміну
шліфування зовнішніх поверхонь застосувати обточування поверхонь різцем із НТМ
ельбора-Р. Незначне розмірне спрацювання різців із ельбора-Р і невеликі
значення радіальної складової сили різання дозволять забезпечити вказану шорсткість і точність поверхонь. Для
отримання оптимальних залишкових напружень стискання, а також високої
мікротвердості і зносостійкості поверхонь обточування необхідно провести за два
робочі ходи (чорнове та завершальне оброблення): при першому видалити основну
частину припуску
Прийнявши до
уваги досвід Горьківського автомобільного заводу [5] з використання черв’ячних фрез,
оснащених гексанітом-Р, для нарізання шліців на валах твердістю HRC 55-59
застосуємо цей інструментальний матеріал на операції фрезерування шліців. Стійкість
фрез з пластинами із гексаніту-Р в 5 раз вище стійкості твердосплавних
черв’ячних фрез.
Проведений аналіз дозволяє
запропонувати новий технологічний процес оброблення відновлюваних поверхонь
(таблиця 3).
Таблиця 3 Новий технологічний процес оброблення
поверхонь
|
Назва і зміст операцій |
Обладнання |
Режим |
|
20 Токарна Обточити відновлені поверхні до діаметра |
Верстат
токарно-гвинторізальний 16К20ФЗ з ЧПУ. Різець прохідний оснащений пластиною
твердого сплаву ТТ7К12 |
Чорновий робочий
хід: V=60 м/хв.;
S=0,2 мм/об; h=1,25 мм, i=1 Чистовий робочий
хід: V=90 м/хв.; S=0,11 мм/об; h=0,25
мм; i=1 |
|
25 Фрезерна
Фрезерувати шліці |
Шліцефрезерний напівавтомат 5350А Фреза черв’ячна оснащена пластинами гексаніта-Р |
V=105 м/хв.; S=1,5 мм/хв |
|
30 Термічна Загартувати відновлювані поверхні |
Установка високочастотна ВЧИ-2-100/0,066 |
tо = 860 оС, охолодження в воді tо =
(20-25) оС |
|
35 Токарна Обточити кінцево поверхні
діаметром 49,98-0,017 та шліцьову поверхню діаметром |
Верстат токарно-гвинторізальний 16К20Ф3 з ЧПУ. Різець прохідний оснащений
пластиною із ельбору-Р |
V=90 м/хв; S=0,07 мм/об; i=2; h=0,25 мм 1-й робочий хід h=0,01 мм 2-й
робочий хід |
|
40 Шліфувальна Шліфувати бокові поверхні шліців
|
Верстат шліфувальний 3451 |
s=12; i=10; Vк=35 м/с; h=0,25 мм |
Висновки:
Таким чином,
застосування нових інструментальних матеріалів для механічного оброблення
наплавлених поверхонь при відновленні вала кардана дозволить отримати економічний
ефект за рахунок:
- підвищення
продуктивності нарізання шліців в 4 рази;
- заміни
шліфування лезовим обробленням;
- підвищення
стійкості інструменту в 4-5 разів.
- виключення
полірувальної операції.
Бібліографія
1. Молодык Н.В., Зенкин А.С. Восстановление деталей машин. – М.: Машиностроение,
1989. – 480 с.
2. Лезвийный инструмент из сверхтвердых материалов.
Справочник/ Н.П. Винников, А.И. Грабенко, Э.И. Гриценко и др.: Под общ. ред.
акад. АН УССР Н.В. Новикова. – К., Техника, 1988. – 118 с.
3. Жедь В.П. Состояние
и перспективы развития лезвийного инструмента из поликристаллических
сверхтвердых материалов на основе нитрида бора. – В кн.: Сверхтвердые
материалы: синтез, свойства, применение. Докл. междунар. семинара. Киев.:
Наукова думка, 1983. – с. 128-133.
4. Лысанов В.С. Эльбор в машиностроении. – Л.: Машиностроение,
1978. – 280 с.
5. Высокопроизводительные инструменты из гексанита-Р./
Карюк Г.Г., Бочко А.В., Мойсеенко О.И., Сидоренко В.К. – Киев: Наук.
думка, 1985. – 136 с.
6. Коломиец В.В., Ридный Р.В., Лукьянов И.М., Клименко
С.А. Повышение обрабатываемости наплавленных материалов инструментами из ПСТМ
на основе нитрида бора// Інструментальний світ. –2001, № 10-11. – с. 52-54.
7. Шульженко А.А., Клименко С.А. Поликристаллические сверхтвердые материалы в
режущем инструменте. Ч.2. Применение ПСТМ в режущих инструментах. Режимы
обработки// Інструментальний
світ. –1999, № 6. – с. 10-12.
8. Режущие инструменты, оснащенные сверхтвердыми и
керамическими материалами, и их применение: Справочник/ В.П. Жедь, Г.В.
Боровский, Я.А. Музыкант, Г.М. Ипполитов. – М.: Машиностроение, 1987. – 320 с.
9. Воловик Е.Л. Справочник по восстановлению деталей. –
М.: Колос, 1981. – 351 с.