Tashimova
S.B., Bogomolov A.V.
Pavlodar
State University named after S. Toraigyrov
MODERN METHODS OF PROCESSING BY PRESSURE IN POWDER METALLURGY
Specificity of reception of powder materials
and products from them as initial raw materials for processing by pressure has
caused possibility and necessity of working out of new methods of such
processing conditionally named the nonconventional.
Hot pressing of metal powders allows combining
pressing and sintering operations. It can be carried out two ways: two-phasic
with preliminary cold formation of metal powders and one-phasic pressing at the
raised temperature. Hot pressing of preliminary warm porous preparations
affects insufficiently effective in case of manufacture of very small products
because of excessively fast cooling of preliminary warm preparations or in
general unsuitable at use difficultly pressed powders. Therefore in certain
cases use direct hot pressing powder mix material with charge it in a
compression mold warm or heated up together with it.
Porosity the hot pressed ring samples received
at pressure 500 MPa with endurance of 1-2 mines and temperature 500°С, remained high (10,8-13,4 %) because of low pressure
and pressing temperatures. As a result of annealing (1300°С, 12) it has decreased to 1,8-3,7 %. Powder-alloy use
allows to avoid necessity for material homogenization, however such powder
intended for reception permalloy and received by joint decomposition of
carbonyls iron and nickel, has the lowest technological properties. It doesn't
possess fluidity and is badly pressed in a cold condition, the bulk weight
makes only 0,6 kg/m3 [1]. At pressure 300 MPa and above samples turn out with a
considerable quantity longitudinal cracks. After hot pressing on the mode
specified above they had a good surface, but high porosity (8,3-15 %) and low
magnetic properties. The subsequent high-temperature annealing has led to
occurrence on a face surface of swellings and bubbles. For prevention of their
formation it is recommended to do isothermal endurances at 500-700°С, promoting an exit of gaseous products of reactions
carbon depletion. Disappearance of swellings and bubbles provided also with
cold calibration at pressure 1200 MPa and annealing then magnetic properties
appeared at level of requirements.
Other way of reception of a material is
described by hot pressing of metal powders in work [2] and has received the
name "Osprej-process". Its essence consists that spray liquid metal a
high-speed stream of inert gas and directs in established in the chamber of
dispersion a collector where the formed powders having enough high temperature,
cook among themselves owing to inertial efforts arising at impacts. Preparation
in density to 99,9 % from theoretical with high properties and fine-grained
structure of a material is as a result formed. Trial installation is equipped
by individual furnaces capacity of 150 and 30 kg. Intensive researches on
reception by this method of production from fast-cutting, special corrosion
proof steels, stellite, heat resisting nickel alloys and layered materials are
conducted.
Hot pressing in metal covers in which freely
filled up metal powders consist, and also molding, the past and done not pass
sintering, prevents interaction of a processed material with environment and
promotes reduction of cooling of its blankets at contact to walls concerning
the cold tool. Besides, at increase in a thickness of covers resistance of
radial deformation of this material that leads to reduction of stretching
pressure and danger of formation of cracks increases. Especially the specified
factors get great value at processing of difficult formed powders from highly
active materials with low plasticity. However application of covers increases
labor input of process in connection with necessity of their manufacturing and
the subsequent removal. The material
expense increases also.
Use of metal covers at hot extrusion sintered
preparations can be illustrated on an example of reception of samples from the
sprayed powder iron-nickel of an alloy [3]. A powder pressed in a hydrostat
under the pressure of 600 MPa and the received preparations by porosity of
12-13 % then sinter at 1173°С, 18 h.
Sintered samples porosity of 6-8 %
placed in a cover from a corrosion proof (corrosion-proof) steel with thickness
of a wall of 5 mm. On pipe end faces welded a bottom and a cap. Heating of
samples before extrusion spent in the environment of hydrogen at 12000С. At extrusion samples had temperature 1180 °С. A matrix greased with glass, and the container -
graphite. Extrusion samples had porosity of 0,9-2,4 %, diameter of 20 mm,
factor of an extract 14, degree of deformation of 73 %. Extruded the powder
material on durability at room temperature doesn't concede, and in plasticity
even surpasses received by molding. However its thermal stability is lowered
that is connected with the raised gas saturation and presence of ferriferous
particles in an initial powder.
Hot pressing sintered preparations from a
powder of the same alloy spent in the container from a thin-walled pipe of
stainless steel. In a pipe with the help roughing down pump VN-2 created (after
three washings) depression about 1-10 Pases of the residual environment of
argon. On residual oxygen this environment is equivalent to vacuum 10-3 Pases.
Trailer part of a pipe in which placed sintered
preparations, heated up in the electric furnace of resistance to 1200-1280°С with endurance 3-5 h. Then a pipe took out from the
furnace, and its warmed up part pressed out on a press at pressure 300 MPa to
degree squeezing 30 %. For maintenance at hot pressing of conditions of
all-round non-uniform compression of preparation heated up and pressed out in
thick-walled (10 mm) holders from a steel of St3. Squeezing without holders led
to occurrence of small cracks on lateral surfaces of preparations. Their
extraction from holders after squeezing carried out machining.
Mechanical properties the hot pressed powder
iron-nickel an alloy, both in an initial condition, and after annealing have
appeared higher, than a compact alloy. Satisfactory was also it punching
ability, however for thermal stability increase it is necessary to reduce gas
content an alloy and quantity of harmful impurity (iron), and also to create
conditions for reception of a coarse-grained structure.
Similar researches have been spent and at use
of preparations, sintered from sprayed recovered a powder of heat resisting
alloy JS6K. Sintered preparations placed in the container from stainless steel
in steel holders with thickness of a wall of 5 mm. Despite high density of
samples after hot pressing, they concede on properties cast that is connected
basically with their fine-grained structure.
Covers use also at hot a proskating rink of
preparations, sintered from highly active alloys. Thus preparations heat up
before rolling (100°С, 30 mines, vacuum
6-10-2 Pases) and roll in a wrapper from an iron tape in the thickness of 1 mm.
The surface of the samples not protected by a wrapper quickly is cooled at
contact with cold sticks, the material loses plasticity and fissures. Almost
full elimination of a time at hot a proskating rink is reached only at the general
on height more than 65-70 %. Such big squeezing it is possible to reach at
vacuum a proskating rink with application of a protective wrapper of all for
one pass. At a proskating rink in the air environment use protective packages
from a nickel foil in the thickness of 0,3-0,4 mm. Under optimum conditions of
sintering and the subsequent thermal processing hot-rolled powder nickelid the
titan possesses high enough operational properties [3].
One more version of such processes is
consolidation at the atmospheric pressure, used for manufacture of fast-cutting
steels and heat resisting alloys. Initial powders receive dispersion in the
environment of nitrogen or argon, subject to mechanical activation, and then
chemical processing for the purpose of clearing of a surface of particles and
their improvement diffusive weldability. A powder fall asleep in the form,
pumpdown to residual pressure 9,8 Pases and solder. The form with a powder place
in the furnace and maintain 4-10 h 1100°С. Under the influence of temperature
and atmospheric pressure there is a consolidation to 98-99 %. Under the
published data, the alloys received in such a way have ultradisperse structure
and are characterized by the improved low cyclic fatigue durability [1].
"Zonal" hot pressing at which the
part of preparation which has undergone to heating to a plastic condition is
mainly deformed, can be carried out both at free its deposit, and in a stamp
[32]. In the first case for hot pressing sintered preparations from nickelid
the titan (diameter of 18 mm, porosity of 30-40 %) used installation for
diffusive welding of type DS-2. Preparations pressed in vacuum 10-3 Pases after
heating to 1000°С from double-coil an inductor at pressure 3,8-20,9 MPa steel
cylindrical punches. End faces of punches isolated from heat from freely
pressed out by them sintered the sample thin mica.
Consolidation porous sintered the sample
occurred in the zone of the maximum heating located in an average part of the
sample opposite to an inductor. This zone on the size makes approximately about
third of height of the sample. Under the influence of pressure porous rather
cold and small plasticity the material of the sample was pressed from two
parties into the softened zone of the maximum heating which was condensed.
Heating up, the pressed material got high plasticity and was condensed with
formation of a lateral thickening. This process passed continuously until all
volume of the sample didn't appear in a zone of the maximum heating. After
loading removal the sample maintained 30 mines at 1000°С and then cooled.
In view of that in the course of free hot
reduction plastic deformation proceeds unequally in volume of the condensed
sample, the density nickelid the titan has appeared lowered even after removal
on the blanket lathe on depth more than 2 mm. The lowered density have squeezed
out of puanson spaces a material of preparation in the absence of conditions of
all-round volume compression, and also adjoining to end faces of punches layers
of the sample because of cooling by them and plasticity falls. However positive
sides of this method of hot pressing sintered porous nickelid the titan are
obvious also, allowing to condense it to small residual porosity at use of
insignificant efforts and simple equipment.
In mass production by more perspective the
method at which in a special inductor all preparation transferred further in a
stamp for hot pressing is exposed to non-uniform heating is. Heating also can
be carried out only in separate zones of preparation, and its other parts
remain cold or heat up partially at the expense of a heat transfer from the
next zones.
Such distribution of temperatures in a
preparation material causes also distinction in resistance to its deformation
(consolidation), and consequently, distinction of density on preparation volume
even at uniform it weighting in a stamp. In other cases degree of
non-uniformity of distribution of density, on the contrary, can decrease.
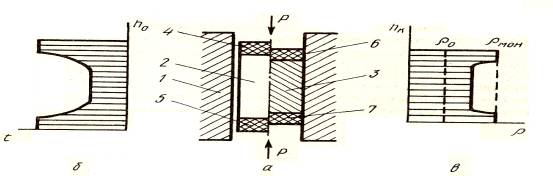
In drawing 1 the scheme of punching of
preparation with non-uniform heating on height is presented, distribution of
its temperatures (t) and density (ρ) after the termination of punching of
a product is shown. These dependences have a similar kind and at other
character of distribution of temperatures, for example at heating only a
peripheral layer of preparation. In this case this layer is condensed only, and
"the cold" core remains don't luted. "Zonal" heating of
preparation is easily carried out in the induction heating device with variable
number of coils of an inductor or with its zonal placing.
The main advantage of a described method
consists in maintenance of the set distribution of properties in volume of a
product, weighting of its part which are exposed, for example, to intensive
deterioration or influence of shock loadings, are as much as possible condensed
and have the highest mechanical properties. Other, not loaded, parts remain
don't luted, their porosity can strictly be supervised and in turn provide
demanded properties of a material of these parts of a product - antifrictional,
etc. Simultaneously is thus provided economy of a material (at the expense of
porosity of not loaded parts), power expenses for preparation heating (all
preparation heats up not), and firmness of tool equipment raises at
manufacturing of products.
Conclusion. New nonconventional methods of
processing of metals expand with pressure of powder materials technological
possibilities of powder metallurgy and demand additional researches.
Literature:
1. Libenson G.A. Osnovy
poroshkovoi metallurgii.M: Metallurgiya, 1987, 208s.
2. Promyshlennaya tehnologiya
goryachego pressovaniya porowkovyh izdelii. Dorofeev Y.G., Gasanov B.G. I dr. –
M: Metallurgiya, 1990, 206s.
3 . Devyatov B.A Maloothodnaya tehnologiya processov obrabotki metallov
davleniem M: Mashinostroenie 1999, 348 s.