Химия
и химические технологии/5. Фундаментальные проблемы создания новых материалов и
технологий.
К.т.н.
Коваленко М.В., аспирант Казымов Д.С.
Санкт-Петербургский
государственный технологический университет растительных полимеров, Россия
Возможность
производства полуфабрикатов высокого выхода из древесины лиственницы.
Древесина лиственницы наиболее
распространенная порода хвойных лесов России, особенно Сибири, и вопрос ее
эффективного использования остается открытым до сих пор. [1] Запасы лиственницы
составляют более одной трети общего объема древесины (около 28 млрд. м3
из примерно 82 млрд. м3). [2] Наряду с этим, все больший интерес к
производству качественной бумаги для печати в России делает актуальным оценку
возможности использования древесины лиственницы для получения волокнистых
полуфабрикатов высокого выхода. [3]
В данной работе был
проведен ряд экспериментов, моделирующих процесс производства
химико-термомеханической массы (ХТММ). Исследования проведены в области
фундаментальных знаний о разрушении структуры древесины, а именно разделения на
волокна (разделение щепы на пучки волокон при химико-термомеханическом
воздействии) и фибрилляции с возможностью снижения энергопотребления и
улучшения связей между волокнами. Оценка результатов работы позволила проанализировать
влияние различных условий предварительной обработки древесины лиственницы на
свойства получаемой ХТММ. Были опробованы различные расходы Na2SO3. А так же проведена симуляция процесса
пропитки щепы в лабораторных условиях и проведена оценка влияния приложенной
нагрузки на свойства ХТММ. В ходе работы было проанализировано влияние большого
количества экстрактивных веществ в исходной древесине на свойства механической
массы после размола (реверсия белизны).
В работе была
использована свежая лабораторная щепа из древесины лиственницы влажностью от 30
до 40%. На первой ступени щепа подвергалась предварительной пропарке (в
лабораторном автоклаве в течение 20 мин при температуре 100 – 110 °С), затем щепа
отжималась в прессе и пропитывалась раствором Na2SO3 в момент снятия
нагрузки (моделирование процесса пропитки в импрегнаторе типа Prex),
далее процесс пропитки продолжался в лабораторном автоклаве в течение 5 мин при
135 °С. После щепа подвергалось ступенчатому размолу с целью разделения щепы на
отдельные волокна. [4, 5]
На рис.1 представлено
влияние расхода Na2SO3
на удельный
расход энергии при размоле. Наблюдается стабильная закономерность снижения
энергии на размол с увеличением расхода сульфита натрия на пропитку.
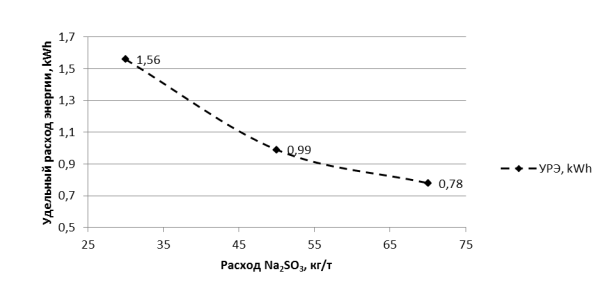
Рисунок 1. Влияние расхода Na2SO3
на
удельный расход энергии (УРЭ) на размол
Белизна полученной ХТММ
составляла от 35 до 42 %, что является достаточно низким результатом для ХТММ
из хвойных пород древесины. Наиболее вероятная причина таких низких показателей
это не совершенство лабораторного метода пропитки щепы сульфитом натрия. Было
отмечено, что увеличение нагрузки в прессе при пропитке положительно влияет на
все показатели качества ХТММ. Таким образом, можно предположить, что
усовершенствование лабораторного метода в дальнейшем позволит получить ХТММ с
показателями не ниже чем у товарной. Так же было отмечено, что белизна полученной
механической массы снижается с течением времени. На рис. 2 представлена
зависимость влияния расхода Na2SO3
на
белизну полученной механической массы, измерения были проведены сразу после
размола и через сутки были проведены повторные измерения белизны. Наблюдаемый
эффект снижения белизны может быть вызван наличием большого количества
экстрактивных веществ в древесине лиственницы, и их окисление кислородом
воздуха может приводить к значительной реверсии белизны. [6] Реверсия белизны
изменяется от 3 до 10% в зависимости от расхода Na2SO3, а именно от белизны
полученной механической массы, чем выше белизна, тем больше реверсия.
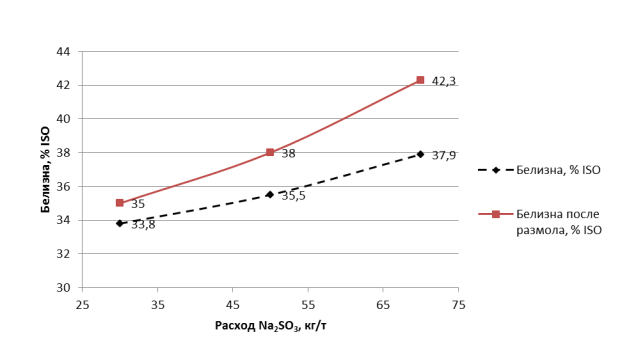
Рисунок 2. Влияние расхода Na2SO3 на белизну механической
массы из древесины лиственницы
С целью предотвращения
эффекта реверсии, в ходе работы вместо предварительной пропарки, была проведена
предварительная экстракция. Эксперимент показал, что белизна ХТММ из
предварительно проэкстрагированной щепы ниже на 3-5% (ISO brightness),
чем из щепы, предварительно обработанной паром. Однако полученная ХТММ имеет
более стабильную белизну и ее реверсия не превышает 1%.
Подводя итог проделанной
работы, можно сделать вывод, что использование древесины лиственницы для
получения ХТММ может стать альтернативой использования еловой древесины на
российских предприятиях Сибири и Дальнего востока. Но данный вопрос требует
дальнейшего изучения и более детальной проработки расходов химикатов и подбора
оптимальных условий производства.
Литература:
1. Э.Л. Аким, Л.К. Молотков, Н.Н. Сапрыкина,
Ю.Г. Мандре, М.В. Коваленко, Л.Г. Махотина,
А.Д. Сергеев, Н.В. Виноградов. Проект «Лиственница».
Электронно-микроскопические исследования анатомического строения древесины
лиственницы, Целлюлоза. Бумага. Картон., 2011, №07, .c. 26-31
2. А.Н. Чубинский, М.Н
Чубинский, Г.С Варанкина, «Лиственница, Свойства и Характеристики», Журнал
Леспроминформ,№7, 2009, стр. 72-76
3. Тюрин В.Е., «Перспективы
развития рынка мелованных бумаги и картона в России», V Международная
научно-техническая конференция «Лес-2004», 2004
4. Технология
целлюлозно-бумажного производства. Справочные материалы. В 3-х томах. Том 2.
Часть 1, стр. 62-67, СПб ГЛТА,
2004
5. Oglund, Hans H. (Matfors, SE), US Patent №5,607,546, CTMP-Process, 04.03.1997
6. О.А. Максис, Е.В. Харук,
«Особенности состава экстрактивных веществ древесины лиственницы различных
эколого-географических условий», Химия растительного сырья, 2002, №4, стр.
39-41