УДК
Д. Б. Глушкова, доцент, к.т.н., В. П. Тарабанова,
доцент, к.т.н.,
Е.А. Нестеренко, ассистент
Харьковский национальный автомобильно-дорожный университет
Визуализация поверхности трения
после износных испытаний
Исследована
поверхность трения стали 25ХГ2СРФ после разных режимов термической обработки с
помощью портативного металлографического микроскопа Альтами-МЕТ1. Установлена
взаимосвязь между состоянием поверхности трения и характером структуры стали.
It is investigated the friction surface of
steel 25ХГ2СРФ after different regimes of heat treatment by portable
metallographic Альтами-МЕТ1. It is established the connection between the state
of the friction surface and structure of steel.
Рештачный став
скребковых конвейеров подвергается интенсивному истиранию тяговыми цепями,
скребками, транспортируемым материалом и испытывает значительные нагрузки от
воздействия на них угольного комбайна.
Все это обусловливает высокие требования к
материалу рештаков в отношении прочности и износостойкости. Днище рештаков
скребковых конвейеров в месте контакта со звеньями тяговой цепи подвергается
интенсивному износу.
Анализ
характера повреждений деталей скребкового конвейера
Природу повреждаемости деталей днища и
звена тяговой цепи скребкового конвейера можно охарактеризовать как
специфическую форму абразивного износа с элементами механико-коррозийного
износа.
Твердость материала
определяет величину взаимного внедрения микронеровностей трущихся поверхностей.
От величины твердости зависит площадь фактического касания поверхностей и объем
материала, втянутого в деформацию.
Абразивный износ для рештачного става скребковых
конвейеров проявляется главным образом действием абразивных частиц по поверхности.
Поверхность, подлежащая износу,
подвергается действию значительных деформаций, которые проходят в тонком
поверхностном слое и приводят к его нагреву. В результате многократных
деформаций и при наличии резких температурных колебаний структура и свойства
металла в зоне контакта изменяются.
Задачей настоящей работы было исследование
состояния поверхности металла в процессе проведения износных испытаний, которые
имитируют работу скребкового конвейера.
Материал и методика исследования
Исходя из реальных
условий работы деталей сопряжения «днище-звено тяговой цепи» шахтного скребкового конвейера,
испытания проводили по схеме «ролик-колодка», воспроизводящей чистое скольжение при наличии
воды и абразива.
В связи с тем, что положительное влияние
на износостойкость оказывает микролегирование стали бором, обусловливающее
повышение прокаливаемости и снижение критической скорости охлаждения, ролики
изготавливались из стали 25ХГ2СРФ, которые подвергали закалке от температуры
850 °С в масле и отпуску при
200 °С (низкий отпуск) одна
партия и вторая партия – подвергалась отпуску при 500 °С (высокий отпуск). Химический состав стали 25ХГ2СРФ
приведен в табл. 1.
Микроструктура, а также поверхность трения
роликов изучалась с помощью портативного металлографического микроскопа Альтами-МЕТ1 (рис. 1).
Данный микроскоп предназначен для исследования
микроструктуры металлов и сплавов в отраженном свете в световом поле при прямом
освещении.
Результаты
эксперимента и их обсуждение
В табл. 2 приведены значения твердости стали
25ХГ2СРФ после разного отпуска.
Т а б л и ц а 1. Химический состав стали 25ХГ2СРФ
|
Содержание элементов, % |
||||||
|
C |
Si |
Mn |
Cr |
B |
V |
Fe |
|
0,25 |
0,65 |
1,60 |
0,50 |
0,001 |
0,10 |
остальное |
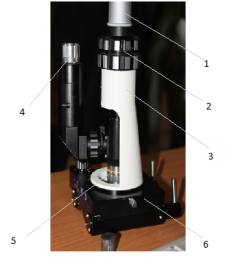
Рис. 1. Общий вид металлографического микроскопа
Альтами-МЕТ1: 1 – окуляр; 2 – подводка фокусного расстояния; 3 – тубус; 4 – подсветка; 5
– объектив;
6 – магнитный столик
Т а б л и ц а 2. Значение твердости стали 25ХГ2СРФ
|
Термическая обработка |
Маркировка |
Твердость |
|
Термическая обработка |
Маркировка |
Твердость |
|
|
HRC |
HB |
|
HB |
||||
|
Закалка от |
1 |
45 |
430 |
|
Закалка от 850 °С в масло и отпуск 500 °С |
8 |
277 |
|
2 |
48 |
460 |
|
9 |
277 |
||
|
3 |
45 |
430 |
|
10 |
277 |
||
|
4 |
46 |
438 |
|
11 |
269 |
||
|
5 |
46 |
438 |
|
12 |
269 |
||
|
6 |
46 |
438 |
|
13 |
269 |
||
|
7 |
45 |
430 |
|
14 |
285 |
||
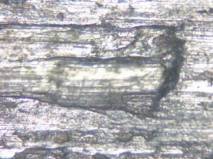

Рис. 2. Состояние поверхности ролика из стали 25ХГ2СРФ после
закалки и высокого отпуска (а) и закалки и низкого отпуска (б) – испытание в
течение 15 мин


Рис. 3. Состояние поверхности ролика из стали 25ХГ2СРФ после
закалки и высокого отпуска (а) и закалки и низкого отпуска (б) – испытания в
течении 60 мин
I II
а

б
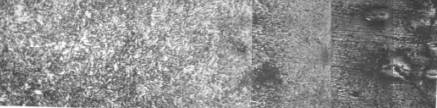
Рис. 4. Микроструктура
основного металла (а), переходной зоны (б) и поверхности трения (в) стали
25ХГ2СРФ после закалки и низкого отпуска (I) и закалки и высокого отпуска(II) ´500
а б
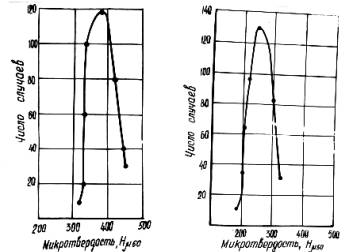
Рис. 5. Частотные кривые замеров микротвердости стали
25ХГ2СРФ после закалки и низкого отпуска (а) и закалки и высокого отпуска (б)
Продолжительность испытаний на износ составляла
15, 30, 45, 60 мин.
На рис. 2 представлено состояние
поверхности ролика из стали 25ХГ2СРФ после испытания в течение 15 мин, а –
после закалки и высокого отпуска, б – после закалки и низкого отпуска.
После закалки и высокого отпуска на
поверхности (рис. 2, а) наблюдаются крупные риски, большое количество царапин,
которые приводят к разрушению материала деталей и изменению их формы и
размеров.
Такой вид поверхности объясняется тем, что
абразивные частицы, попадающие на трещины поверхности, деформируют и срезают их
поверхностные слои.
Совсем иной характер состояния поверхности
ролика, прошедшего закалку и низкий отпуск (рис. 2, б). Риски неглубокие,
никаких царапин на поверхности не наблюдается.
Аналогичные закономерности прослеживаются
и при увеличении продолжительности испытаний до 60 мин. Это следует из сравнения состояний поверхности, представленных на рис.
3.
Такое различие в состоянии поверхности
трения связано с характером микроструктуры, которое отчетливо
продемонстрировано на рис. 4, где представлен характер структуры в основной,
переходной зоне и месте контакта.
Микроструктура стали 25ХГ2СРФ после
закалки и низкого отпуска представляет тонкоигольчатый мартенсит отпуска, а
после высокого отпуска – сорбит отпуска.
Объяснением к различию состояния
поверхности трения после разных режимов термической обработки стали 25ХГ2СРФ
являются частотные кривые замеров микротвердости, представленные на рис. 5.
Как следует из этих кривых, максимальное число случаев при отпуске 200
°С соответствует
микротвердости 380, а при отпуске 500 °С – микротвердость 250.
Выводы
1. На основе проведенных износных испытаний
исследована поверхность трения, изучение которой позволяет сделать заключение о
способности металла сопротивляться абразиву.
2. Одним из основных факторов,
определяющих состояние поверхности трения, является ее твердость.
3. Тонкое изменение в поверхностном слое в
процессе износа исследовалось с помощью современного портативного
металлографического микроскопа Альтами-МЕТ1, позволяющего получать цифровые
снимки высокого качества.
4. Установлена взаимосвязь между
состоянием поверхности трения и характером структуры в основной, переходной
зоне и в месте контакта.