Технические науки/8. Обработка материалов в
машиностроении
В.А. Голенков, С.Ю. Радченко, Д.О. Дорохов, И.М. Грядунов
Государственный
университет – учебно-научно-производственный комплекс, Россия
Валковая штамповка как метод интенсивной пластической
деформации с комплексным локальным нагружением
Ограниченность использования того или иного
материала в узлах и механизмах машин определяется его механическими и
эксплуатационными характеристиками. Наиболее значимыми среди параметров,
отвечающих за поведение материала в процессе эксплуатации изделия, являются
прочность и износостойкость [1]. Увеличение этих показателей возможно за счёт
увеличения габаритных размеров деталей или за счёт применения более прочных
материалов. Однако, следует сказать, что не всегда допускается увеличение
прочностных параметров за счёт увеличения соответствующих габаритных размеров.
То же относится и к материалу заготовки, из которой планируется получить
изделие, т.к. материал, обладающий более высокими механическими и
эксплуатационными характеристиками, как правило, имеет на порядок высшую цену,
что ведёт к удорожанию конструкции в целом. Выбор оптимального соотношения
между данными показателями определяет пригодность материала в конструкции.
Достижение необходимой комбинации механических и
эксплуатационных характеристик для деталей возможно за счет целенаправленного
упрочнения.
Следует помнить, что при выборе метода
упрочняющей обработки необходимо обращать внимание на вопросы энергосбережения,
т.к. большие энергозатраты влекут за собой большие финансовые потери для
производителя и, как следствие – удорожание стоимости продукции.
На рисунке 1 представлена классификация
применяемых в промышленности способов упрочняющей обработки.

Рисунок 1 – Классификация методов и способов упрочняющей обработки
Перспективными методами упрочняющей обработки являются
методы обработки металлов давлением (ОМД), в частности, поверхностное
пластическое деформирование (ППД) и объёмное пластическое деформирование (ОПД).
Среди методов ОПД наиболее распространёнными
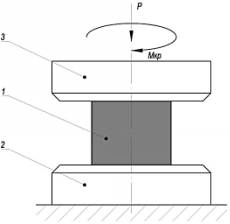
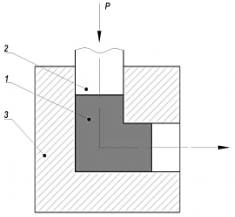
являются методы интенсивной пластической деформации (ИПД) (рисунок 2):
– кручение под высоким давлением;
– равноканальное угловое прессование (РКУ);
– винтовая экструзия.
Исследования показывают, что материалы,
подвергнутые ИПД, обладают в ряде случаев уникальными физико-механическими
свойствами. Структурные элементы таких материалов имеют размеры 10–100 нм
(нано-) и 100 – 1000 нм (субмикро-), что по порядку сопоставимо с
характеристической длиной различных физических явлений (длиной свободного
пробега электронов для электрокинетических явлений, размером петли Франка-Рида
для скольжения дислокаций, размером
домена для магнитных явлений) [2].
|
|
|
|
а |
б |
|
|
Рисунок 2 – Схемы процессов ИПД: а) кручение под высоким давлением: 1 –
заготовка; 2 – наковальня; 3 – боёк; б) РКУ прессование: 1 – заготовка; 2 –
пуансон; 3 – матрица; в) винтовая экструзия: 1 – заготовка; 2 – винтовая
матрица |
|
в |
|

Однако, не смотря на все преимущества указанных
способов, все они обладают общими существенными недостатками:
– металлоёмкость оборудования;
– большие потребные силы обработки, а так же
большие энергозатраты при осуществлении техпроцесса;
– упрочнение всего объёма металла, что отдельных
случаях не только не требуется, но и является просто недопустимым, т.к. это приводит
к охрупчиванию изделия;
– невозможность обработки полых осесимметричных
заготовок и заготовок сложной формы.
Среди методов ППД можно выделить такие, как:
– дробеструйная и гидродробеструйная обработка;
– упрочняющая чеканка;
– ультразвуковая обработка;
– обкатывание шариковым или роликовым
инструментом;
– выглаживание алмазным инструментом
К их достоинствам можно отнести:
– простоту конструкции технологического
оборудования;
– малые потребные силы обработки в виду
точечного или близкого к нему контакта в системе инструмент – заготовка;
– малые энергозатраты на реализацию техпроцесса.
Однако методы ППД обладают существенными
недостатками:
– небольшая глубина упрочнённого слоя;
– резкая граница перехода от упрочнённой зоны к
неупрочнённой;
– возможность отслаивания поверхностного слоя
материала в процессе эксплуатации.
Основываясь на вышеизложенном, можно заключить,
что на данный момент актуальной является задача по разработке методов, сочетающих
в себе достоинства ОПД, ППД и, в то же время, являющихся энергоэффективными.
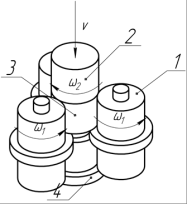
Известен метод ОМД «Валковая штамповка» (ВШ) [3]
(рисунок 3), разработанный научным коллективом ФГБОУ ВПО «Госуниверситет –
УНПК».
Данная технология сочетает в себе операции
объёмной штамповки, создающие комплексную составляющую нагружения, и локальное
деформирование, осуществляемое неприводными роликами или приводными валками –
локальное нагружение [3].
|
|
|
Рисунок 3 – Схема валковой штамповки 1 – валки (ролики); 2 – пуансон; 3 – заготовка;
4 – упор |
Благодаря тому, что в
процессе обкатки заготовки роликами пятно контакта в системе
заготовка-инструмент локализуется и стремится к точечному, то потребные силы,
необходимые для осуществления операций ВШ, на порядок ниже, чем при
использовании традиционных методов объемной штамповки.
Комплексное нагружение очага деформации локальной
периодической силой с одновременным воздействием через постоянно фиксируемую
зону позволяет получить новый технический эффект, недостижимый другими методами
деформирования.
Если рассматривать ВШ в качестве метода ИПД
(рисунок 4) [4], то заметна его немонотонность. В виду того, что в процессе ВШ
происходит локализация объёма деформируемого металла, можно получить высокие
давления в очаге деформации при минимальных воздействующих силах. В то же
время, если рассматривать ВШ в её многоцикличности, то возможно получение
больших градиентов тензоров скоростей деформации и поворота.
|
|
|
Рисунок 4 – Схема метода ИПД на основе ВШ: 1 – заготовка, 2 – упор, 3 – прижим, 4 –
оправка, 5 – гладкий ролик, 6 – деформирующий ролик |
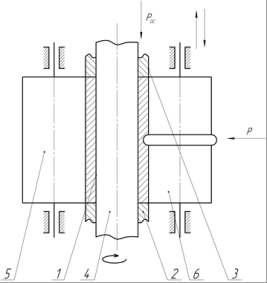
Обработка осуществляется следующим образом: заготовку 1 устанавливают на оправку 4 и
фиксируют между упором 2 и прижимом 3, сообщая при этом осевое сжатие, не
достигающее предела текучести. Затем подводят ролики 5 и 6, один или более из
которых имеет кольцевой деформирующий выступ. После этого заготовке сообщают
крутящий момент. Наружную поверхность формируют многократным
возвратно-поступательным осевым перемещением роликов, имеющих кольцевые
выступы, после чего ролики разводят, отводят прижим и извлекают оправку и
готовое изделие.
К основным преимуществам методов ИПД на основе
ВШ можно отнести:
– простоту изготовления и малую металлоёмкость
оборудования, что позволяет снизить денежные затраты на изготовление
оборудования;
– в виду локализации очага деформации – низкие
потребные силы реализации техпроцесса и, как следствие – более низкие
энергозатраты;
– большая глубина упрочнённого слоя;
– градиентный характер
упрочнения – максимальное упрочнение на обработанной поверхности и его снижение
в направлении необработанной зоны;
– возможность обработки полых осесимметричных
деталей без потери первоначальной формы, а также деталей сложной конструкции;
– получение градиентного упрочнения, что
способствует увеличению ресурса работы получаемых изделий.
Резюмируя вышесказанное, можно констатировать,
что метод ВШ, при рассмотрении его как метода ИПД, полностью удовлетворяет
требованиям, предъявляемым современной промышленностью и, в частности,
машиностроительной отраслью, и может служить основой для разработки новых
высокоэффективных методов упрочняющей обработки.
Литература:
1
Голенков
В.А., Радченко С.Ю., Дорохов Д.О., Грядунов И.М. Анализ видов упрочняющей
обработки пластическим деформированием. // Фундаментальные про-блемы техники и
технологии. – 2011. №1 – С. 59-62.
2
Бейгельзимер
Я. Е. Винтовая экструзия – процесс накопления де-формации/ Я.Е. Бейгельзимер,
В.Н. Варюхин, Д.В. Орлов, С.Г. Сынков. - Донецк: Фирма ТЕАН, 2003. - 87 с.
3
Голенков
В.А., Радченко С.Ю. Технологические процессы обработки металлов давлением с
локальным нагружением заготовки. М.: Магиностроение, 1997, 226 с.: ил.
4
Патент
РФ по заявке № 2007110990 от 26.03.07, решение о выдаче патента от 27.06.08.
Способ получения металлических втулок [Текст] / Голенков В.А., Малинин В.Г.,
Радченко С.Ю., Короткий Г.П., Дорохов Д.О.