УДК 621.762
МАТЕРИАЛОВЕДЕНИЕ
д.т.н. ПЕТРОСЯН
А.С., к.т.н. ГУКАСЯН В.С.
Государственный инженерный
университет Армении, г. Ереван
ЭКСПЕРИМЕНТАЛЬНО-ТЕОРЕТИЧЕСКИЕ
ИССЛЕДОВАНИЯ ПРОЦЕССОВ ЭКСТРУЗИИ МЕТАЛЛОКЕРАМИЧЕСКОГО ТИТАНА И КОМПОЗИЦИЙ НА
ЕГО ОСНОВЕ
Дается анализ композиционных материалов на металлической
основе, армированных высокомодульными волокнами. Обосновывается
целесообразность компактирования армированных материалов горячей экструзией,
при которой деформация волокон положительно влияет на их структуру и свойства.
Ключевые слова: горячее прессование, экструзия,
армированный титан, механические свойства, структурный анализ.
I. Введение. Как известно
[1,2], процесс горячей экструзии протекает по механизму неравномерного
всестороннего сжатия, обеспечивающему металлу высокую пластичность. Степень
деформации - один из основных показателей, характеризующих процесс
пластического формоизменения при экструзии, оценка которой определяется
коэффициентом вытяжки:
![]() , (1)
, (1)
![]() ,
(2)
,
(2)
где
![]() и
и ![]() - начальная и
конечная площади сечения заготовки и изделия;
- начальная и
конечная площади сечения заготовки и изделия;
![]() - относительная степень деформации.
- относительная степень деформации.
Для аналитических расчетов используют логарифмическое выражение степени
деформации :
![]() . (3)
. (3)
P × 102 ,
На рис. 1 показана зависимость удельного усилия
экструзии от коэффициента вытяжки
МПа
![]() для различных
порошков титана. Как и следовало
ожидать, с увеличением
для различных
порошков титана. Как и следовало
ожидать, с увеличением ![]() соответственно
возрастают и давления экструзии. Титановые сплавы (кр. 1) требуют больших
давлений по сравнению с технически чистым титаном (кр. 2). Чтобы получить
беспористую структуру экструдированного изделия, для титана достаточно
соответственно
возрастают и давления экструзии. Титановые сплавы (кр. 1) требуют больших
давлений по сравнению с технически чистым титаном (кр. 2). Чтобы получить
беспористую структуру экструдированного изделия, для титана достаточно ![]() 4 (
4 (![]() =375 МПа; точка “о” на кр. 2), тогда как для
легированного титана -
=375 МПа; точка “о” на кр. 2), тогда как для
легированного титана -![]() 6 (
6 (![]() =600 МПа; точка “
=600 МПа; точка “![]() ” на кр. 1). Это вполне закономерно, так как пластические
свойства чистого титана выше, чем легированного.
” на кр. 1). Это вполне закономерно, так как пластические
свойства чистого титана выше, чем легированного.
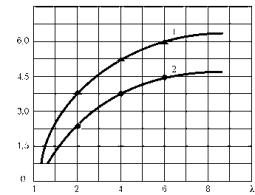
Рис.1.
Зависимость удельного усилия экструзии от коэффициента вытяжки (1100оC): 1 – легированный порошок титана; 2 - чистый
порошок титана
Изменения
удельных усилий экструзии от температуры представлены на рис. 2. Анализ полученных
данных показывает, что характер функциональной зависимости ![]() одинаков.
Различие в коэффициентах вытяжек (
одинаков.
Различие в коэффициентах вытяжек (![]() =4 и 6) не вносит каких-либо изменений. При этом с
увеличением температуры давления экструзии снижаются, так как пластические
свойства титана и его сплавов соответственно возрастают. По данным рис. 2
видно, что оптимальными температурами экструзии для титана и его сплавов следует
считать
=4 и 6) не вносит каких-либо изменений. При этом с
увеличением температуры давления экструзии снижаются, так как пластические
свойства титана и его сплавов соответственно возрастают. По данным рис. 2
видно, что оптимальными температурами экструзии для титана и его сплавов следует
считать ![]() ý =1100…1200 oC.
ý =1100…1200 oC.
Во второй стадии экструзии плотности
заготовок приближаются к монолитному ме¬таллу. Следовательно, для расчетов
можно использовать базовые соотношения между напряжениями и деформациями. В
этом случае усилие деформации при (отсутствии контактного трения) можно
вычислить по формуле [3]
![]() , (4)
, (4)
где ![]() - площадь
поперечного сечения контейнера (заготовки), если
- площадь
поперечного сечения контейнера (заготовки), если ![]() ;
; ![]() - диаметр
заготовки до осадки;
- диаметр
заготовки до осадки; ![]() - диаметр контейнера;
- диаметр контейнера; ![]() - напряжение
текучести заготовки из титанового порошка при температуре экструзии;
- напряжение
текучести заготовки из титанового порошка при температуре экструзии; ![]() - максимальная
логарифмическая деформация.
- максимальная
логарифмическая деформация.
Тогда работу деформации можно
определить из зависимости
![]() , (5)
, (5)
где ![]() - приведенная
величина деформации (рис. 3):
- приведенная
величина деформации (рис. 3):
![]() ,
(6)
,
(6)
P × 102 ,
МПа
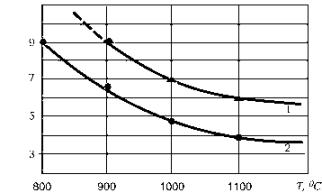
Рис. 2. Зависимость удельного усилия от температуры
(кр. 1 - 6;
кр. 2 - 4):
1 – легированный порошок титана; 2 - чистый порошок титана
![]() - рабочий ход
пуансона;
- рабочий ход
пуансона; ![]() - упругая
деформация системы <пресс-экструдер>:
- упругая
деформация системы <пресс-экструдер>:
![]() ;
; ![]() - приведенная
жесткость системы <пресс-экструдер>;
- приведенная
жесткость системы <пресс-экструдер>; ![]() - ход уплотнения
по высоте заготовки к моменту истечения (из матричной воронки):
- ход уплотнения
по высоте заготовки к моменту истечения (из матричной воронки):
 , (7)
, (7)
![]() - начальная высота заготовки;
- начальная высота заготовки; ![]() и
и ![]() - начальная и
максимальная плотности заготовки.
- начальная и
максимальная плотности заготовки.
II Постановка задачи. Металлокерамический
титан и легированный порошок Тi-Al марки ПТЭC (фракция – 180…+ 250 мкм)
рассматриваются как материал, который впервые используется для упрочнения
вольфрамовыми волокнами (проволока марки ВА, диаметром 0,06 мм,
![]() ). Полученные композиции T-W* и Тi-4Al-W* обладают высокими
физико-механическими свойствами (табл.). Высокая удельная прочность ставит эти
материалы по своим летным качествам вне какой-либо конструкции. Поэтому в
настоящее время предпочтение отдается именно этому направлению, связанному
прежде всего с коммерческим бизнесом.
). Полученные композиции T-W* и Тi-4Al-W* обладают высокими
физико-механическими свойствами (табл.). Высокая удельная прочность ставит эти
материалы по своим летным качествам вне какой-либо конструкции. Поэтому в
настоящее время предпочтение отдается именно этому направлению, связанному
прежде всего с коммерческим бизнесом.
Создание материалов и изделий с беспористой структурой (![]() ) является основополагающим направлением в области порошковой металлургии. Пористость представляет собой несплошность, т.е структурный дефект, который не только существенно снижает прочностные свойства и износостойкость материала, но и вызывает ускоренное старение и коррозию. Тем не менее объяснить различие механических свойств (особенно по ударной вязкости KCU) только остаточной пористостью не совсем правомерно. Другой и весьма весомой причиной низкого уровня свойств спеченных материалов является недостаточное сращивание, определяемое параметром, получившим название минимальная степень деформации (МСД). Так, для сращивания (схватывания) металлов при комнатной температуре МСД составляет [4]: Fe - 81%, Ni - 90%, Cu – 80%, Al –
57% (при 377°C – 47%). Кроме МСД, важными критериями сращивания являются температура и продолжительность спекания, которые обеспечивают межчастичную металлическую связь, а следовательно, структурную консолидацию порошкового материала в целом.
) является основополагающим направлением в области порошковой металлургии. Пористость представляет собой несплошность, т.е структурный дефект, который не только существенно снижает прочностные свойства и износостойкость материала, но и вызывает ускоренное старение и коррозию. Тем не менее объяснить различие механических свойств (особенно по ударной вязкости KCU) только остаточной пористостью не совсем правомерно. Другой и весьма весомой причиной низкого уровня свойств спеченных материалов является недостаточное сращивание, определяемое параметром, получившим название минимальная степень деформации (МСД). Так, для сращивания (схватывания) металлов при комнатной температуре МСД составляет [4]: Fe - 81%, Ni - 90%, Cu – 80%, Al –
57% (при 377°C – 47%). Кроме МСД, важными критериями сращивания являются температура и продолжительность спекания, которые обеспечивают межчастичную металлическую связь, а следовательно, структурную консолидацию порошкового материала в целом.
При горячей экструзии достигaются максимальные степени деформации (![]() ),тогда как при статическом и динамическом прессовании они не превышают 15…20% [5].
),тогда как при статическом и динамическом прессовании они не превышают 15…20% [5].
Нами сформулировано условие получения беспористых (компактных, q=0%) металлокерамических материалов и изделий при экструзии:
 ,
,
где Pэ – давление при
экструзии; k – коэффициент,
учитывающий сопротивление материала деформированию, численно равный
2,5...3,5; sвэ – прочность материала на разрыв при температуре
экструзии; m=Lk/Dk, где Lk – длина
(высота) заготовки, Dk – диаметр заготовки (контейнера); f - коэффициент
трения заготовки о стенки контейнера; J – коэффициент
Пуассона материала заготовки.
Для каждого металла и сплава существует свое критическое значение lêð, при котором обеспечивается 100%-ное компактирование пористой заготовки. При l < lêð экструдированное изделие будет пористым, при l ![]()
![]() – беспористым. Для черных и цветных металлов рекомендуется:
– беспористым. Для черных и цветных металлов рекомендуется: ![]() .
.
III.
Результаты экспериментов и их обсуждение. Полиморфизм титана (![]() при 1155,5 К) и его способность образовывать твердые
растворы и интерметаллические соединения позволяют получать сплавы с различной
структурой и свойствами. Алюминий является для титана основным легирующим
элементом, относящимся к группе a-стабилизаторов,
т.е. повышающим температуру полиморфного
при 1155,5 К) и его способность образовывать твердые
растворы и интерметаллические соединения позволяют получать сплавы с различной
структурой и свойствами. Алюминий является для титана основным легирующим
элементом, относящимся к группе a-стабилизаторов,
т.е. повышающим температуру полиморфного ![]() - превращения, а следовательно, расширяющим область
существования a-фазы.
- превращения, а следовательно, расширяющим область
существования a-фазы.
Таблица
Механические свойства титана и его сплавов,
полученных различными способами
|
Составы |
НВ,
МПа |
МПа |
d,
% |
y,
% |
KC,
кДж/м2 |
|
1.
Пирометаллургия (стандартные) |
|||||
|
ВТ1-1 |
1200...1400 |
450...550 |
³25 |
³50 |
650 |
|
Ti-4%Al |
2500 |
650 |
13 |
31 |
530 |
|
Ti-6%Al-4%V |
3100 |
930 |
17 |
38 |
500 |
|
2. Порошковая металлургия (горячее прессование, ~
1150...1200° C) |
|||||
|
Ti |
1150 |
405 |
18 |
41 |
450 |
|
Ti-4%Al |
2010 |
580 |
8 |
25 |
360 |
|
Ti-6%Al-4%V |
2710 |
815 |
9 |
14 |
310 |
|
3. Порошковая металлургия (горячaя экструзия, ~1150...1200 °C, l=4) |
|||||
|
Ti |
1420 |
550 |
35 |
55 |
670 |
|
Ti-4%Al |
2580 |
690 |
14 |
36 |
560 |
|
Ti-6%Al-4%V |
3160 |
950 |
15 |
35 |
520 |
|
Ti-W* (W*=12,5% объ.) |
1850 |
715 |
26 |
30 |
870 |
|
Ti-W* (W*=25,0% объ.) |
2140 |
910 |
17 |
24 |
1140 |
Примечания:
1) фракции титановых порошков – 200 мкм,
Ti-Al и Ti-A l-V легированные порошки опытно-промышленного
производства;
2) W* - волокна вольфрама; d=0,06 мм,  /d
/d  80
80
На
рис. 3 приведена часть диаграммы
состояния Ti-Al сплавов, из
которой видно, что Al повышает температуру аллотропического превращения Ti и образует обширную область твердых растворов с ![]() -Ti, которая простирается дo 6,0% Al. Сплавы, содержащие 6,0…12,0% Al, располагаются в двухфазной области
-Ti, которая простирается дo 6,0% Al. Сплавы, содержащие 6,0…12,0% Al, располагаются в двухфазной области ![]() , где
, где ![]() – сверхструктура
(Ti3Al). Влияние Al на свойства Ti показано на рис. 4, из которого видно, что с
увеличением содержания Al прочность (
– сверхструктура
(Ti3Al). Влияние Al на свойства Ti показано на рис. 4, из которого видно, что с
увеличением содержания Al прочность (![]() ) сплава возрастает, пластичность (d, KC) падает.
Заметное снижение пластических свойств наблюдается для сплавов с 6,0… 8,0% Al, сплавы же с
10,0% Al хрупко
разрушаются. Это вызвано образованием
) сплава возрастает, пластичность (d, KC) падает.
Заметное снижение пластических свойств наблюдается для сплавов с 6,0… 8,0% Al, сплавы же с
10,0% Al хрупко
разрушаются. Это вызвано образованием ![]() -фазы. В работах
[5,6] установлено, что в Ti-Al сплавах
-фазы. В работах
[5,6] установлено, что в Ti-Al сплавах ![]() -фаза начинает выпадать при
-фаза начинает выпадать при ![]() Al.
Al.
|
|
|
|
Рис. 3. Диаграмма состояния системы Ti-Al |
Рис. 4.
Влияние Al на механические свойства Ti |

С
целью установления режимов спекания и температурной области экструзии
порошковых титановых сплавов выполнен комплекс дериватoграфических исследований (дериватограф
Q-1500D, Венгрия). Эксперименты проводили на составах, охватывающих
всевозможные комбинации фазовых взаимодействий, и системе Ti - Al при следующих
параметрах: Т — 293... 1423 К, TG =
250 мкВ, DTG = 1 мкВ, DTA = 100 мкВ, VT = 7,5 град/60 с [6].
Некоторые
результаты этих исследований представлены на рис. 5. Дериватограмма Ti + Al
(рис. 5) имеет два эндотермических эффекта на кривой DTA: первый - в
температурном интервале 871...976 К с
экстремумом при 933 К, отвечающим
температуре плавления Al; второй - в том же интервале (1088... 1135 К) и с таким же экстремумом (1101 К, ![]() ), что и для чистого Ti (дериватограмма не приведена). Между
экстремумами (933...1101 К) кривая
DTA более пологая, что свидетельствует о интенсивной растворимости жидкого Al в
Ti. Такая же растворимость наблюдается и в твердой фазе в интервале температур
708...830 К, где пологость DTA
выражена еще резче. Согласно диаграмме состояния Ti - Al (рис. 3),
растворимость Al в Ti до 1353 К
достигает 11,6%. Растворимость же Ti в Al весьма малая. Так, в интервале
673...873 К растворимость Al в Ti
составляет 7,0...7,5%, тогда как Ti в Al - 0,03...0,07% [6]. Максимальное
содержание Al в твердом растворе на основе a-Ti при 273 К
колеблется в пределах 4,5...4,6%. Как известно, Аl повышает температуру
), что и для чистого Ti (дериватограмма не приведена). Между
экстремумами (933...1101 К) кривая
DTA более пологая, что свидетельствует о интенсивной растворимости жидкого Al в
Ti. Такая же растворимость наблюдается и в твердой фазе в интервале температур
708...830 К, где пологость DTA
выражена еще резче. Согласно диаграмме состояния Ti - Al (рис. 3),
растворимость Al в Ti до 1353 К
достигает 11,6%. Растворимость же Ti в Al весьма малая. Так, в интервале
673...873 К растворимость Al в Ti
составляет 7,0...7,5%, тогда как Ti в Al - 0,03...0,07% [6]. Максимальное
содержание Al в твердом растворе на основе a-Ti при 273 К
колеблется в пределах 4,5...4,6%. Как известно, Аl повышает температуру ![]() -превращения (рис. 3). Так, с увеличением содержания Al до
10% тeмпература
-превращения (рис. 3). Так, с увеличением содержания Al до
10% тeмпература ![]() -превращения возрастает от 1155,5 до 1353 К, т.е. на 197,5 К [6|. Сравнивая кривые ДТА
Ti и Ti + Al (рис.5), отметим что
-превращения возрастает от 1155,5 до 1353 К, т.е. на 197,5 К [6|. Сравнивая кривые ДТА
Ti и Ti + Al (рис.5), отметим что ![]() превращениям отвечает
одна и та же температура 1101 К, т.е.
Al не повлиял на полиморфное превращение Ti. Это можно объяснить
неравновесностью условий диффузионного взаимодействия
превращениям отвечает
одна и та же температура 1101 К, т.е.
Al не повлиял на полиморфное превращение Ti. Это можно объяснить
неравновесностью условий диффузионного взаимодействия ![]() , а следовательно,
локальной неоднородностью формируемого титан-алюминиевого сплава.
, а следовательно,
локальной неоднородностью формируемого титан-алюминиевого сплава.
Вместе с тем известно [5], что ванадий препятствует
образованию ![]() -фазы, поэтому в Ti-Al-V сплавах можно повысить содержание Al без опасения охрупчивания. Так, в
Ti-Al-V сплавах, содержащих до
3,0%V,
-фазы, поэтому в Ti-Al-V сплавах можно повысить содержание Al без опасения охрупчивания. Так, в
Ti-Al-V сплавах, содержащих до
3,0%V, ![]() -фаза практически отсутствует, в сплавах с 4,0% и 6,0…10,0%V количество
-фаза практически отсутствует, в сплавах с 4,0% и 6,0…10,0%V количество ![]() -фазы составляет соответственно ~7,0% и 14,0…18,0%.
-фазы составляет соответственно ~7,0% и 14,0…18,0%.
Как видно, в этих сплавах оптимально реализуются
прочность и пластичность, поэтому их относят к весьма перспективным титановым
сплавам.
![]()
![]()
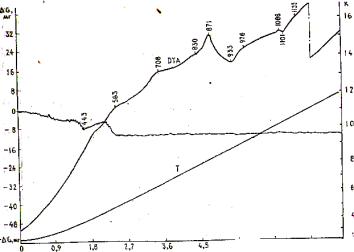
Рис. 5. Дериватограмма смеси порошков (Ti + 3,1% Al): среда - аргон, РН = 2,0254 г, TG = 250 мкВ, DTG= 1 мкВ, DTA = 100 мкВ, VT = 7,5° С/мин, Vd =
2,5 мм/мин
Поскольку титан и его сплавы подвергались
армированию вольфрaмовыми
волокнами, то рассмотрим диаграмму состояния системы Ti-W*. Установлено, что в
интервале перитектической (~2153 К) и
эвтектоидной (~988 K) температур существуют ![]() -фаза (до концентрационной кривой ~50…28%W) и (
-фаза (до концентрационной кривой ~50…28%W) и (![]() -W)-фаза. Следовательно, при ~2153 К достигается максимальная растворимость
(~50%)W в
-W)-фаза. Следовательно, при ~2153 К достигается максимальная растворимость
(~50%)W в ![]() -Ti. С
понижением температуры до 988 K растворимость уменьшается до ~28% W. При этой же температуре, т.е. 988 K,
-Ti. С
понижением температуры до 988 K растворимость уменьшается до ~28% W. При этой же температуре, т.е. 988 K, ![]() - фаза претерпевает
эвтектоидный распад (
- фаза претерпевает
эвтектоидный распад (![]()
![]()
![]() +W).
Температура превращения
+W).
Температура превращения ![]() -Ti
-Ti![]()
![]() -Ti снижается с
увеличением содержания W от
1155,5 K до 988 K при эвтектоидном составе. Максимальная растворимость W в
-Ti снижается с
увеличением содержания W от
1155,5 K до 988 K при эвтектоидном составе. Максимальная растворимость W в ![]() -Ti составляет ~0,8% при 988 K. Что же касается Ti, то
его растворимость в W снижается от
~8,0% - при перитектической (2153 K) до ~5,0% - при эвтектоидной (988 K) температурах.
-Ti составляет ~0,8% при 988 K. Что же касается Ti, то
его растворимость в W снижается от
~8,0% - при перитектической (2153 K) до ~5,0% - при эвтектоидной (988 K) температурах.
При закалке из ![]() -области сплавов, содержащих до
~20,0% W,
-области сплавов, содержащих до
~20,0% W, ![]() -фаза не сохраняется и
превращается в неравновесную
-фаза не сохраняется и
превращается в неравновесную ![]() -фазу, имеющую характерную мартенситную структуру. В сплавах
с более 25,0% W при закалке
-фазу, имеющую характерную мартенситную структуру. В сплавах
с более 25,0% W при закалке ![]() -фаза полностью сохраняется.
Кроме того, увеличение содержания W в сплаве понижает температуру мартенситного превращения и уменьшает
количество
-фаза полностью сохраняется.
Кроме того, увеличение содержания W в сплаве понижает температуру мартенситного превращения и уменьшает
количество ![]() -фазы, которое при закалке, как
отмечалось, переходит в
-фазы, которое при закалке, как
отмечалось, переходит в ![]() -фазу.
-фазу.
Таким образом, система Ti-W* образует ограниченные
твердые растворы, в связи с чем в качестве упрочнителя были выбраны волокна W, т.е. композиция Ti-W*. Что же касается системы Ti-Mo, то ![]() -Ti с Mo образует непрерывный ряд
твердых растворов, подобно Fe-Ni сплавам. Линия солидуса повышается от температуры плавления Ti (2943 K) до температуры плавления Mo (2893 K). В этой связи возникает проблема сохранения целостности волокон Mo в композиции Ti-Mo* при
прессовании и спекании, требующим
сравнительно высоких температур (1423…1473 K).
-Ti с Mo образует непрерывный ряд
твердых растворов, подобно Fe-Ni сплавам. Линия солидуса повышается от температуры плавления Ti (2943 K) до температуры плавления Mo (2893 K). В этой связи возникает проблема сохранения целостности волокон Mo в композиции Ti-Mo* при
прессовании и спекании, требующим
сравнительно высоких температур (1423…1473 K).
В таблице
приведены механические свойства титана и его сплавов после отжига (Tот=1073…1123 K, ![]() » 2 ч) на мелкое зерно. Отметим, что стандартный сплав ВТ1-1 по
химическому составу (Ti≥99,1%)
близок к технически чистому титану ВТ1-00 [7]. Как и следовало ожидать,
порошковые материалы, полученные горячим прессованием, по своим свойствам
заметно уступают базовым (стандартным)
материалам, т.е. титану и его сплавам. Это объясняется прежде всего структурной
пористостью (
» 2 ч) на мелкое зерно. Отметим, что стандартный сплав ВТ1-1 по
химическому составу (Ti≥99,1%)
близок к технически чистому титану ВТ1-00 [7]. Как и следовало ожидать,
порошковые материалы, полученные горячим прессованием, по своим свойствам
заметно уступают базовым (стандартным)
материалам, т.е. титану и его сплавам. Это объясняется прежде всего структурной
пористостью (![]()
![]() 4,0%). Безусловно, на формирование свойств определенное
влияние оказывает и степень сращивания [4, 5], т.е. установление металлической
связи между частицами порошков.
Остаточная пористость, хотя и сравнительно небольшая (
4,0%). Безусловно, на формирование свойств определенное
влияние оказывает и степень сращивания [4, 5], т.е. установление металлической
связи между частицами порошков.
Остаточная пористость, хотя и сравнительно небольшая (![]()
![]() 4,0%), существенно
препятствует структурной консолидации компактируемых материалов. Вот почему это
особенно отражается на ударной вязкости КС материалов. Как видно из таблицы,
ударная вязкость по сравнению с базовыми титаном и его сплавами составляет ~
62,0…68,0%.
4,0%), существенно
препятствует структурной консолидации компактируемых материалов. Вот почему это
особенно отражается на ударной вязкости КС материалов. Как видно из таблицы,
ударная вязкость по сравнению с базовыми титаном и его сплавами составляет ~
62,0…68,0%.
Свойства титана (Ti) и его сплавов (Ti-4%Al и Ti-6%Al-4%V), полученных горячей
экструзией, по существу, такие же, как у аналогичных стандартных марок (табл.).
Экструзия, совмещающая процессы формования и спекания, отличается сдвиговыми
пластическими деформациями, вследствие которых обеспечивается беспористая
структура (![]() %) металлокерамических материалов. В результате этого, а
также ввиду наличия больших степеней деформаций (
%) металлокерамических материалов. В результате этого, а
также ввиду наличия больших степеней деформаций (![]() =60…90%,
=60…90%, ![]() ) достигается структурная
консолидация (межчастичное сращивание) экструдируемых материалов и изделий [3,
6, 7].
) достигается структурная
консолидация (межчастичное сращивание) экструдируемых материалов и изделий [3,
6, 7].
Определенный интерес представляют результаты
испытаний металлокерамического титана, армированного волокнами вольфрама (W*), т.е. композиционного материала Ti-W*, полученного
экструзией. Как и следовало ожидать, прочность (![]() ) и вязкость (KC)
композита Ti-W* при объемном содержании
12,5 % W* и 25,0%W* значительно возрастают - в ~
1,3 ~1,7 раза соответственно. Следовательно, армирование позволяет
существенным образом повысить прочность и пластичность КМ, что практически
невозможно осуществить на исходных материалах,
подвергая их различным методам упрочнения, в том числе и механотермической
обработке [8].
) и вязкость (KC)
композита Ti-W* при объемном содержании
12,5 % W* и 25,0%W* значительно возрастают - в ~
1,3 ~1,7 раза соответственно. Следовательно, армирование позволяет
существенным образом повысить прочность и пластичность КМ, что практически
невозможно осуществить на исходных материалах,
подвергая их различным методам упрочнения, в том числе и механотермической
обработке [8].
Лучшие результаты могут быть получены при
совершенствовании технологии, включающей выбор и подготовку исходных материалов
(матрицы и волокон), оптимизацию процессов экструзии и термической обработки,
что подтверждается и структурными исследованиями. Как видно из рис. 6а,
продолжительность спекания в течение ~1 ч
при 1423 K (в среде аргона марки A)
значительно повреждает волокна W*. В
результате взаимодействия с Ti
(матрицей) образуется прослойка по всей длине волокна толщиной 3…4 мкм,
что, естественно, снижает механические свойства армированного титана.
Микрорентгеноспектральным анализом выявлена следующая фрагментация фаз: ![]() -Ti
-Ti![]() (
(![]() +
+![]() )-Ti
)-Ti![]()
![]() -Ti
-Ti![]() W. Прослойки образуются почти на
всех волокнах (см. рис. 6б). Уменьшение продолжительности спекания до
W. Прослойки образуются почти на
всех волокнах (см. рис. 6б). Уменьшение продолжительности спекания до ![]() =0,5 ч заметно снижает толщину прослойки (~1…2 мкм). Кроме того, на этом же микроснимке
четко просматривается ориентация волокон W* в направлении экструзии. Именно эта отличительная особенность делает
процесс экструзии уникальным для синтеза КМ.
=0,5 ч заметно снижает толщину прослойки (~1…2 мкм). Кроме того, на этом же микроснимке
четко просматривается ориентация волокон W* в направлении экструзии. Именно эта отличительная особенность делает
процесс экструзии уникальным для синтеза КМ.
|
|
|
а) |
б) |


Рис. 6. Структуры армированного титана Ti-W*, содержащего
12,5% об.W *: а –
спекание при Тсп=1423 K и tсп=1,0 ч,
экструзия при Тэ=1423 K и l=4; б – спекание при
Тсп=1423 K и tсп=0,5 ч, экструзия при Тэ=1423K и l= 4 (´ 400)
IV.Выводы:
1. Горячую экструзию титана и его
сплавов целесообразно совмещать со спеканием, т.е. после спекания непосредственно осуществлять
экструзию. Установлены оптимальные параметры экструзии: температура ![]() коэффициент вытяжки
коэффициент вытяжки ![]() , которые
обеспечивают получение титановых изделий с беспористой структурой (
, которые
обеспечивают получение титановых изделий с беспористой структурой (![]()
![]() 0%), а
следовательно, с максимальным уровнем механических свойств.
0%), а
следовательно, с максимальным уровнем механических свойств.
2. Результаты испытаний
металлокерамического титана, армированного волокнами вольфрама (W*), т.е. композиционного материала <Ti-W*>, полученного экструзией,
показывают, что прочность (![]() ) и вязкость (КС) композита <Ti-W*> при объемном содержании 12,5 и 25,0 % W* значительно
возрастают – в 1,3 и 1,7 раза
соответственно. Следовательно, армирование позволяет существенно повысить
прочность и пластичность КМ, что практически невозможно осуществить на исходных
материалах, подвергая их различным методам упрочнения, в том числе и
механотермической обработке.
) и вязкость (КС) композита <Ti-W*> при объемном содержании 12,5 и 25,0 % W* значительно
возрастают – в 1,3 и 1,7 раза
соответственно. Следовательно, армирование позволяет существенно повысить
прочность и пластичность КМ, что практически невозможно осуществить на исходных
материалах, подвергая их различным методам упрочнения, в том числе и
механотермической обработке.
3.
Наиболее перспективными являются титановые сплавы, армированные волокнами, в
частности на основе Ti-Al, Ti-Al-V, Ti-Al-Mo и др.
СПИСОК ЛИТЕРАТУРЫ
1. Порошковая
металлургия. Спеченные и композиционные материалы / Под ред. В. Шатта. – М.: Металлургия, 1983. – 519 с.
2. Петросян А.С. Формирование структуры и
свойств армированных композиционных материалов // Известия НАН РА и ГИУА. Сер.
ТН. – 2001. – Т.54, N2. – C. 189-194.
3. Петросян А.С. Армированные материалы
конструкционного назначения // Известия НАН РА и ГИУА. Сер. ТН. – 2002. – Т.55,
N1. – С. 30-37.
4. Процессы
сращивания в порошковой металлургии / В.Ю.
Дорофеев, И.А. Кособоков и др. –
Новочеркасск: Редиздат НПИ, 1990. – 88 с.
5. Манукян Н.В. Порошковая металлургия на пороге
3000-летия. – Ереван: Тигран Мец,
2000. – 208 с.
6. Корнилов И.И. Титан. – М.: Наука, 1975. – 375
с.
7.
Еременко В.Н. Титан и его
сплавы. – Киев: Изд-во АН УССР, 1960. – 500 с.
8. Андриевский Р.А., Рагуля А.В. Наноструктурные
материалы. - М.: Издательский центр
"Академия", 2005. -
192 с.
PETROSYAN
H.S., GHUKASYAN V.S., PETROSYAN L.S.
EXPERIMENTAL AND THEORETICAL STUDIES EXTRUSION
PROCESS CERMET TITANIUM AND ITS COMPOSITES
The analysis of metal based
composite materials reinforced by high-module fibers is given. The expediency
of compacting the reinforced materials by hot extrusion at which the
deformation of fibers affects their structure and properties.
Keywords:
hot pressing, extrusion, reinforced titan, mechanical properties, structural
analysis.
Авторы:
Петросян Асмик Самсоновна – д.т.н., профессор, Государственный
инженерный университет Армении (Политехник), кафедра “Металлургии и
материаловедения”
Гукасян Вилен Сергеевич –
к.т.н., Ереванский Государственный институт строительства и архитектуры,
старший научный сотрудник