К.т.н. Данилова Л.Н.
Национальный технический университет Украины «Киевский политехнический
институт»
влияние кинематики свинчивания на качество
соединения
Соединения,
выполняемые свинчиванием, являются одними из наиболее трудоемких и трудно
поддающихся автоматизации. В последние годы в промышленности и строительстве
используются самосверлящие винты, эффективность применения которых определяется
устранением необходимости сверления отверстий в соединяемых деталях, нарезания
или выдавливания резьбы в отверстии и точного базирования винта и отверстия при
наживлении и резьбоформировании.
Основным критерием работоспособности
крепежных резьбовых соединений является прочность. Известно,
что поломки резьбовых деталей в
большинстве случаев носят усталостный характер, т.е. связаны с действием
переменных напряжений, при этом уровень напряжений от внешней нагрузки может
быть сравнительно невысок, меньше, чем допустимый при расчетах по статической
прочности.
Из анализа факторов, определяющих
работоспособность резьбовых элементов в условиях циклического нагружения,
известно, что дефекты конструктивного характера составляют приблизительно 11%, технологического- 47%, дефекты
материала-4%, дефекты, возникающие в процессе эксплуатации, - 38% [1].
Предотвращение поверхностных дефектов в резьбе возможно путем снижения
вероятности механических повреждений при накатывании и обеспечением
симметричности деформирования металла за счет: накатывания резьбы в
незаполненном контуре витков резьбы; обеспечения минимального рассеяния размеров
по шагу, углам подъема и профиля витков винта; обеспечения осевой подачи винта.
Известно, что статическая прочность гладко-резьбовых соединений с величиной
натяга от 30%, до 100%, полученных самозатягиванием выше, чем у соединений с
нарезанной резьбой в 1.5-2 раза, тогда как циклическая долговечность зачастую
оказывается даже ниже. Известно об очевидном влиянии внешней осевой силы на
симметричность наклепа по величине и градиенту на противоположных сторонах впадины
формируемого профиля, что указывает на ее решающее участие в формировании
картины остаточных напряжений в зоне наибольших деформаций, являющейся также
зоной концентрации напряжений [2]. На рис 1 показана картина изосклер (линий,
соединяющих точки с одинаковым уровнем твердости материала) в осевом сечении
внутренней резьбы. При установке винта в гладкое отверстие наиболее высокие
значения микротвердости зафиксированы у корня резьбы, т.е. в зоне наибольших
деформаций и упрочнения материала детали.
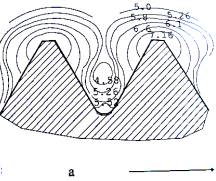
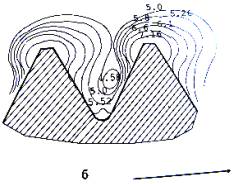
Рисунок 1 – Картина изосклер.
Твердость материала в Па (цифры при кривых означают уровни
микротвердости, стрелки указывают направление ввертывания винта): а – при
ввертывании в гладкое отверстие с
принудительной подачей; б – тоже, но способом самозатягивания.
Асимметричное течение течение
металла указывает на дополнительное, вызванное нескомпенсированной осевой
составляющей силы резьбоформирования,чение металла, что накладывает искажения
на сжимающие остаточные напряжения.
На фотографии (рис. 2,3)
заметна асимметрия выдавленного профиля, при этом наблюдается как асимметрия
вершин «кратера», так и искривление формы канавочной области.

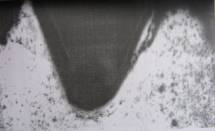
Рисунок 2 –
Фотографии канавочной области резьбы, сформированной при недостаточной осевой
силе (150 и 100 – кратное увеличение).

Рисунок 3 –
Фотография профиля второго витка резьбы, сформированной при недостаточной
осевой силе (100– кратное увеличение).
Действие нескомпенсированной
силы увеличивает дефектность упрочненного слоя и накладывает сжимающие
напряжения на растягивающие в канавочной области, в результате чего происходит
релаксация последних. Это нейтрализует положительный эффект пластического
деформирования, а так как при пластическом деформированиивозрастает количество
внутренних дефектов, то качество такой резьбы ниже, чем нарезанной.
Приведенные соображения говорят
о целесообразности изменения традиционного метода ввинчивания самозатягиванием
на ведение процесса с постоянной осевой нагрузкой.Внешняя осевая нагрузка равна
по величине и обратна по знаку осевой составляющей резьбоформирования,
радиальные силы отсутствуют.На каждом участке витка винта действуют нормальные s и
касательные t напряжения сопротивления
деформируемого материала, эти силы составляют силу нормального сопротивления Рн,
осевая Рос и радиальная Рр составляющие которой показаны
на рис. 4.
При повороте вина на угол dw деформирующий виток внедряется в материал на
величину dr с силой dРрезьб. При этом положение грани профиля смещается на величину
dz, что вызывает добавочное давление на грань и увеличение осевой силы на
величину dРос. (рис. 5).
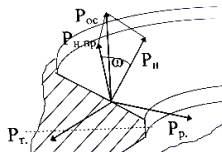
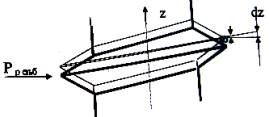
Рисунок 4 – Силы, действующие на виток. Рисунок 5 – равновесие сил в витке.
Добавочное давление dРос. представляет собой не скомпенсированную осевую силу, как следствие действия сил резьбоформирования.
Были проведены расчеты необходимого осевого усилия при ввинчивании винтов
различных типоразмеров. Результаты подтверждены экспериментами при которых
гладко-резьбовые соединения были получены при действии тарированной осевой
нагрузки.
Список литературы:
1.Савченко В.А. Повышение ресурсных
характеристик резьбовых соединений деталей авиационных двигателей за счет
оптимизации технологических параметров: Дис…канд. техн. наук: 05.02.08.- М., 1990.-
165 с.
2.Лукашов В.А. Разработка и
исследование способа формообразования мелкоразмерных тугих резьбовых соединений
крепежными шпильками в высокопрочных Al сплавах: Дис...канд. техн. наук:
05.02.08. - М.,
1990. - 183
с.
3.Петриков
В.Г., Власов А.П. Прогрессивные крепежные изделия. М.: Машиностроение, 1991.
256 с.
4.Механизация и автоматизация сборочных работ на машиностроительных
предприятиях /Б.М. Арпентьев, А.С. Зенкин, А.Н. Куцин. - К.: Техніка, 1994. - 232 с.