К.т.н. Миняйло Ю.Г., Швец Б.В.
Государственное высшее
учебное заведение
“Украинский
государственный химико-технологический университет”
ИССЛЕДОВАНИЕ
ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ ПОЗИЦИОНИРОВАНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПОМОЩЬЮ
КОМПЬЮТЕРНЫХ УСТРОЙСТВ НА УНИВЕРСАЛЬНЫХ СТАНКАХ ТОКАРНОЙ ГРУППЫ
При токарной обработке наружных цилиндрических поверхностей методом пробных проходов на универсальных станках токарной группы для достижения средних квалитетов точности кроме чернового прохода следует выполнять получистовую, - для 12..14 квалитета, и чистовую обработку для достижения 10..12 квалитетов точности. Соответственно на эти работы затрачивается рабочее время, энергия и инструмент.
Уверенному достижению даже 13..14 квалитетов
точности после чернового прохода токарной обработки препятствует податливость
системы: станок-приспособление-инструмент-деталь, на которую приходится до 80%
суммарной погрешности обработки. Смещение инструмента вызывает сила резания,
которая при черновой обработке наиболее значительна и слабо прогнозирована
ввиду колебаний размеров припуска каждой ступени вала. Наиболее существенной
для точности диаметрального размера вала является радиальная составляющая этой
силы. Как известно, для увеличения жесткости обрабатываемых валов используют
люнет – подвижный или неподвижный. Жесткость узлов станка ограничена
конструкцией, уменьшается по мере износа и различна для отдельных его
составляющих.
При черновой наружной обработке проходными
резцами, где сила резания на средних станках около 1000-2000 Н, смещение резцов
по радиусу составляет, согласно нашим измерениям, от 0,005 до 0,055 мм, и
сравнимо, совместно с другими факторами, с соответствующими значениями допуска
по 11..12 квалитетам точности.
Авторами исследована и доказана возможность
практического достижения точности на уровне 12 квалитета при однопроходной
черновой обработке заготовок из сортового проката независимо от величины
снимаемого припуска.
С
этой целью система позиционирования режущего инструмента токарного станка на
размер с помощью лимба станка дополнительно оснащалась бесконтактным оптическим
датчиком перемещения на базе лазерной “мыши” компьютера, сигнализирующим о
смещении резца. Датчик размещали на продольных салазках станка, как наиболее
жестком подвижном элементе суппорта, а перемещение резца отмечали по экрану
компьютера как смещение точки от её первоначального положения, рис.1.
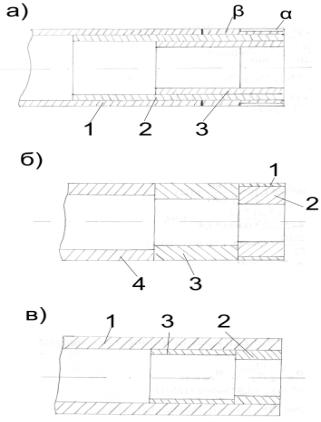 Рис.1 Смещение
инструмента под действием радиальной составляющей силы резания; (1-начальная точка, 2-точка смещения)
Рис.1 Смещение
инструмента под действием радиальной составляющей силы резания; (1-начальная точка, 2-точка смещения)
Рис.2
Три схемы обтачивания
ступеней
вала 1, 2, 3, 4 – порядок обработки
поверхностей,
α – участок пробной проточки, β – участок
корректировки
позиции резца
Между резцедержателем и датчиком, с целью
повышения чувствительности системы находился рычажный усилитель смещения с
коэффициентом усиления около 30, также размещенный на продольных салазках.
Упругие деформации компенсировались перемещением резца до совпадения на экране
смещенной точки с первоначальным её положением. Из трёх возможных схем обработки
ступеней вала, см. рис.2 была выбрана первая схема, (а), где в наибольшей мере сохраняется первоначальная жесткость заготовки.
Схема обработки заключается в следующем. На
участке α (см. рис. 2) осуществляется пробное обтачивание с промером
полученного размера. По лимбу поперечного суппорта винтом поперечной подачи
задается необходимое перемещение резца до расчётной позиции, соответствующей
середине поля допуска, выбранного квалитета точности на обрабатываемый размер.
На начальном участке обтачивания β, где отмечается, судя по экрану
монитора, смещение резца корректируется положение вершины резца, врезанием его,
по ходу, в заготовку с продолжением обработки на всю длину. При обтачивании
проходным резцом наружных поверхностей сортового проката диаметром 60-80 мм и
продольной подачи 0,07 мм/об авторами отмечалось заметное смещение положения
резца уже при глубине резания около 1,2 мм, что вызывало необходимость
корректировки.
В результате её осуществления полученные
размеры, согласно плану обработки, 100% укладывались в поле допуска h12
и в большинстве случаев h11 за один черновой
технологический переход.
Литература
1. Егоров М.Е. и др. Технология машиностроения. Учебник для
втузов. Изд. 2-е, доп. М.,”Высшая школа” ,
1976.
2. Зенкин А.С., Петко И.В. Допуски и посадки в
машиностроении: Справочник.-3-е изд., пере раб. и доп.- К.: Техника.
1990.-320с.