|
|
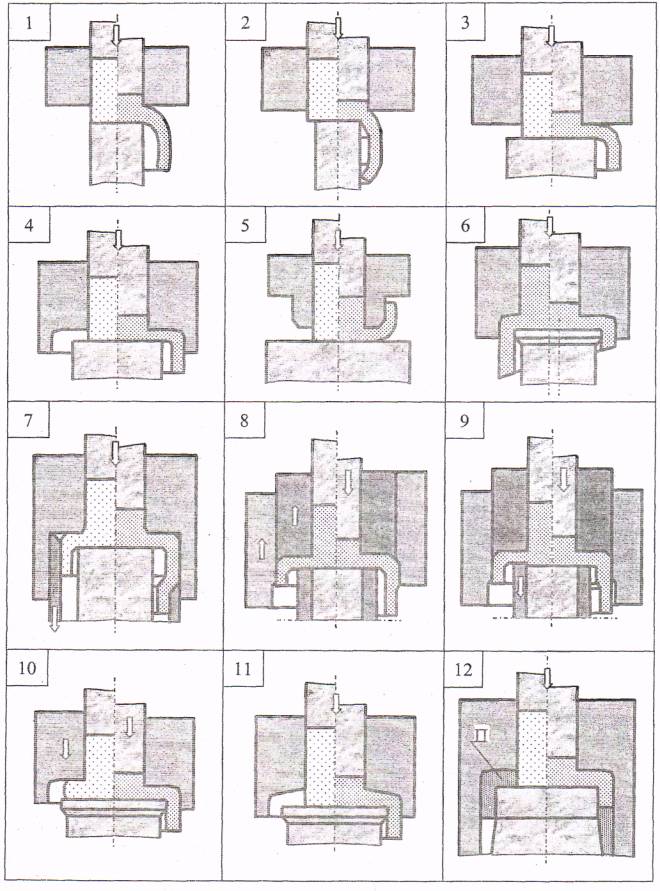
Рис.
1 - Різновиди й технологічні можливості
процесу радиально-прямого видавлювання порожніх деталей.
Воскобойник
Д.О. (Запоріжжя, ЗДІА)
ТЕХНОЛОГІЧНІ МОЖЛИВОСТІ
ПРОЦЕСУ ПОСЛІДОВНОГО РАДІАЛЬНО-ПРЯМОГО ВИДАВЛЮВАННЯ
У статті
наведені переваги процесу радиалъно-прямого видавлювання пустотілих деталей
перед процесом зворотного видавлювання. Представлено різновиди й технологічні можливості
процесу радиалъно-прямого видавлювання пустотілих
деталей, схеми, що дозволяють збільшити зовнішній діаметр порожнини.
У промисловості знайшли широке застосування порожні вироби у
вигляді склянки. Як правило, подібні деталі
виготовляють холодним зворотнім видавлюванням, що забезпечує висока якість поверхні й точні геометричні розміри виробу, у ряді
випадків не потребуючі додаткової механообробки. З іншого боку, процес характеризується високими питомими
й повними зусиллями на інструмент, що різко знижують його стійкість.
Знижувати зусилля деформування при виготовленні пустотілих деталей у
процесі зворотнього видавлювання можна за рахунок зміни конструкції інструмента
(додання йому оптимальної форми), надання металу додаткового ступеня плину,
зменшення сил тертя на поверхнях контакту інструментів з видавлюючої заготовки,
що, зменшує площу контакту активного інструмента із заготівлею, збільшення кількості переходів [1]. Однак реалізація на
практиці схем видавлювання з полегшуючими камерами, активними силами
тертя, в умовах ультразвукових коливань, сферорухомого і валкового штампування,
багатоперехыдних процесів з розподілом ступеня деформації по переходах
приводить до підвищеної витрати матеріалу заготівлі, або до ускладнення
конструкції штампа, устаткування, зниженню продуктивності процесу і його
подорожчанню. У той час, для способів
деформування з роздачею в процесах прямого й радіального видавлювання не
характерні перераховані вище недоліки, а зниження навантажень на інструмент
відбувається завдяки наявності різнойменної схеми напряжено-деформуючого
стану й зменшення площі контакту активного деформуючого інструмента із
заготівлею [1].
Характерним прикладом способів видавлювання з розвиненим радіальним
плином матеріалу заготівлі є процес комбінованого послідовного
радіально-прямого видавлювання (далі в статті приводиться скорочена назва
процесу: радіально-пряме видавлювання) [1, 2]. Раніше, у роботі, були узагальнені технологічні способи зворотного
й-прямого видавлювання з одночасною роздачею й не були розглянуті різновиди
процесу радіально-прямого видавлювання, його технологічні можливості й
закономірності формозміни, були наведені результати порівняння енергосилових
параметрів двох способів виготовлення порожніх
деталей (зворотнім і радіально-прямим видавлюванням), отримані теоретичними
методами, і не рівнялися особливості й технологічні можливості цих способів
одержання пустотілих деталей.
Метою даної статті є узагальнення схем радиально-прямого видавлювання,
що сприяють подальшому зниженню зусилля формозміни, що демонструють
технологічні можливості розглянутого процесу й перешкоджаючій появі тріщин на
крайках фланця на стадії радіального плину.
Енергетичний метод
дозволив для стаціонарної стадії процесу радіально-прямого видавлювання порожніх деталей з упрочнячогося й
неупрочняючогося матеріалу одержати
аналітично формули для розрахунку енергосилових параметрів розглянутого способу,
накопичених деформацій і напруги плинності окремими матеріальними крапками на виході з вогнища деформації.
Найбільше відхилення теоретичних і експериментальних значень тиску деформування заготівлі з упрочняючогося
алюмінієвого сплаву АДЗ1 у розглянутих межах відносних геометричних параметрів не перевищує 13%, що свідчить
про адекватність отриманих формул результатам експерименту [3].
Результати теоретичних досліджень виготовлення
порожніх деталей зі сталі 20 і деяких кольорових металів у процесі
радіально-прямого видавлювання підтвердили зниження зусилля деформування в
2...3 рази в порівнянні зі зворотним видавлюванням [1]. У процесі радиально-прямого видавлювання, крім
|
|
Рис.
1 - Різновиди й технологічні можливості
процесу радиально-прямого видавлювання порожніх деталей.
цього, на заключній стадії деформування не відбувається різкого зростання питомих і повних
зусиль формозміни через значне зміцнення деформуючого матеріалу, тобто відсутня
нестаціонарна стадія. У той час, це характерно для процесу зворотнього
видавлювання пустотілих деталей, якщо товщина дна менше висоти вогнища
деформації. Із цієї причини, заготівлі
спочатку одержують із сортового прокату меншого діаметра й, відповідно, більшої
довжини, а потім роблять калібрування. Одночасно з калібруванням необхідно
робити в заготівлі позначку для центрування в ній пуансона при наступному зворотньому видавлюванні й зменшення ймовірності руйнування пуансона
від згинаючих навантажень. У той час, для процесу радіально-прямого
видавлювання відсутні складності з відділенням мірної заготівлі від прутка в
штампах зрушенням, тому що в цьому випадку із суцільної заготівлі одержують
виріб із зовнішнім діаметром, що перевищує діаметр заготівлі, й відповідно,
відношення висоти заготівлі до її діаметра більше 1. Також не пред'являються високі вимоги до якості торцевих поверхонь
заготівлі. Це пов'язане з тим, що активний деформуючий пуансон направляється
внутрішньою бічною поверхнею матриці, тим самим зменшується на нього дія
згинаючих навантажень і підвищується стійкість.
Подальшого зниження зусилля деформування при
радіально-прямому видавлюванні порожніх деталей можна домогтися за рахунок
локального характеру додатка навантаження приводними роликами в зоні розвороту
[2] і за рахунок надання матеріалу заготівлі більшого ступеня волі плину в цій
зоні (схеми 1-5 на рис. 1).
Найбільшого ступеня волі плину металу й, відповідно, найбільшого
зниження зусилля деформування можна домогтися, якщо розворот плину матеріалу
заготівлі буде відбуватися відразу ж після виходу металу з обсягу заготівлі
(схеми 1 і 2). Схему деформування 2 застосовують для виготовлення глибоких
порожніх посудин. Питомі зусилля в цьому
випадку знижуються в 1, 5-1,8 разу в порівнянні зі зворотним видавлюванням [4].
Збільшити зовнішній діаметр склянки можна за рахунок напрямку плину
металу спочатку процесу в радіальну порожнину. Після виходу з її плину матеріалу заготівлі буде відбуватися в
напрямку нижньої або верхньої границі порожнини, відсутньої в зоні розвороту
(схеми 3 і 5).
При виготовленні трубних напівфабрикатів із
суцільної заготівлі метал, що видавлюється в радіальному напрямку, розвертається
у вертикальну порожнину між поверхнями матриці й нижнього пуансона, поперечний
розмір якої перевищує товщину стінки одержуваного пустотілого виробу (схема 4). При цьому робоча поверхня матриці в зоні розвороту
направляє плин матеріалу заготівлі, обмежуючи його переміщення в радіальному
напрямку. Цей спосіб дозволяє
одержувати за один хід преса трубні напівфабрикати із суцільної заготівлі з
висотою в кілька разів перевищуючий зовнішній діаметр [5]. У той час, при зворотньому видавлюванні сталевих заготівель за один
перехід глибина порожнини не повинна перевищувати 2,5 діаметри склянки.
Якщо для схем 1, 3-5 плин деформуючого металу
відбувається через бічну поверхню заготівлі, то для схеми 2 характерним є
видавлювання металу одночасно через бічні й нижню торцеву поверхні заготівлі.
Вільна формозміна в розглянутих вище способах не
дозволяє одержати необхідні форму й розміри деталей, тому далі, як правило, для
цих напівфабрикатів передбачають одну з операцій - калібрування або протягання
на оправленні. Ще одним негативним моментом
для схем 3-5 є те, що в отриманих напівфабрикатів товщина стінки порожнини
приблизно дорівнює товщині дна, що знижує номенклатуру одержуваних виробів за
один перехід і для одержання виробів з меншою товщиною стінки потрібна наступна
операція по її утоненню, наприклад, витяжка з утоненням.
Можливості радиально-прямого видавлювання не обмежені одержанням тільки
осесиметричних виробів у вигляді склянки з постійною товщиною стінки по висоті
порожнини, із симетрично розташованим зовнішнім, внутрішнім осьовим відростком
або без нього [2,6].
Застосування матриць із ексцентрично розташованими формозмінними
порожнинами дозволяє видавлювати пустотілі вироби з асиметрично розташованим
зовнішнім осьовим відростком (схема 6).
А зсув осі циліндричного протипуансона щодо осі отвору в матриці дозволяє
виготовляти порожні деталі зі змінною товщиною стінки в поперечному напрямку. На відміну від зворотного видавлювання подібних
виробів, у цьому випадку можна чекати більше високої стійкості нижнього
пуансона через його нерухомість у процесі деформації.
Використання рухливого інструмента у вигляді втулки усередині робочої
порожнини матриці дозволяє зменшити діаметри внутрішньої й зовнішньої поверхонь
склянки в його верхньої частини без зміни товщини стінки (схема 7) [2].
Спосіб радиально-прямого видавлювання дозволяє виготовляти складнопрофільованні
склянки зі змінною й постійною товщиною стінки по висоті [6]. Складний профіль
на зовнішній поверхні склянки при незмінному діаметрі внутрішньої поверхні
можна одержати за рахунок осьового переміщення верхньої зовнішньої східчастої
напівматриці й верхньої внутрішньої напівматриці (схема 8). Складний профіль на
внутрішній поверхні склянки при незмінному діаметрі зовнішньої поверхні можна
одержати за рахунок осьового переміщення нижньої зовнішньої напівматриці (схема
9). У процесі зворотного
видавлювання взагалі неможливо одержати складний профіль на внутрішній бічній
поверхні склянки.
Номенклатура виробів, одержуваних у процесі поперечно-прямого видавлювання, не обмежена
одержанням тільки порожніх осесиметричних деталей. Застосування бічного
видавлювання на окремих стадіях дозволяє виготовляти виробу, що складаються з осесиметричних
ділянок, наприклад, фланців, порожнин і відростків з однаковими й різними геометричними
розмірами [6].
На мал. 2 представлені пустотілі вироби з
алюмінієвого сплаву ПЕКЛО31 і міді М1, отримані в процесі радиально-прямого
видавлювання.
Рис. 2 – Пустотілі деталі
Наявність спочатку процесу радиально-прямого видавлювання
радіального  плину матеріалу заготівлі, для якого характерна перевага
окружних напруг, що розтягують,
дозволяє, з одного боку, зменшити енергосилові параметри в порівнянні з видавлюванням пустотілих
виробів зворотним видавлюванням, а з іншого боку, приводить до зниження пластичності матеріалу заготівлі, появі тріщин на
бічній поверхні одержуваного фланця й руйнування виробу в цілому, що й
представлено на рис, 3. Вироби виготовлялися з алюмінієвого сплаву ПЕКЛО31 за
схемою радіально-прямого видавлювання, а тріщини, що з'явилися, на крайках
фланця на стадії радіального плину після розвороту остаточно розкривалися й
приводили до руйнування деталей.
плину матеріалу заготівлі, для якого характерна перевага
окружних напруг, що розтягують,
дозволяє, з одного боку, зменшити енергосилові параметри в порівнянні з видавлюванням пустотілих
виробів зворотним видавлюванням, а з іншого боку, приводить до зниження пластичності матеріалу заготівлі, появі тріщин на
бічній поверхні одержуваного фланця й руйнування виробу в цілому, що й
представлено на рис, 3. Вироби виготовлялися з алюмінієвого сплаву ПЕКЛО31 за
схемою радіально-прямого видавлювання, а тріщини, що з'явилися, на крайках
фланця на стадії радіального плину після розвороту остаточно розкривалися й
приводили до руйнування деталей.
Рис. 3 - Зруйновані вироби
Тому виявленню й дослідженню схем процесу радиально-прямого
видавлювання з додатковою кінематикою руху інструментів і зміненою формою
інструмента або конструкції штампа в цілому, перешкоджаючій появі тріщин на
крайках фланця й сприятливому збільшенню зовнішнього діаметра склянки, є
важливим завданням (схеми 10-12, див. мал. 1).
Висадження матрицею фланця, отриманого на початковій стадії радіальним видавлюванням, і наступне
деформування матеріалу заготівлі за схемою радіально-прямого видавлювання
дозволяють збільшити зовнішній діаметр пустотілого виробу (схема 10, див. мал.
1). Ця операція при виготовленні радіальним видавлюванням виробу у вигляді
стрижня із фланцем зі сталі 10 дозволила одержати діаметр фланця, в 3-4 рази
перевищуючий діаметр заготівлі, а при звичайному радіальному видавлюванні без
проміжного висадження фланця цей показник не перевищує значень 2-2,5 раз [5]. До негативних моментів даної схеми можна віднести
різке збільшення тиску деформування на стадії висадження. Але тиск деформування
можна істотно знизити, замінивши операцію висадження фланця його торцевим
розкочуванням з локальним характером додатка навантаження.
Збільшити зовнішній діаметр порожнини можна завдяки
підвищенню гідростатичного тиску в області фланця й зменшенню величини окружної
напруги, що розтягує. Це можливо при
видавлюванні фланця на стадії радіального плину в
звужуючій порожнині (схема 11), при наданні протитиску радіальному плину або
рідиною, або пластичним середовищем (умовно позначеною буквою «П»), при.
видавлюванні її" у вертикально сконструйовану звужуючу
порожнину між бічними поверхнями верхньої й нижньої
напівматриць (схема 12). Схема 12 сприяють
не тільки збільшенню граничного діаметра фланця й зовнішнього діаметра
порожнього виробу, але й одержанню чітко оформленої торцевої поверхні
стінки склянки, хоча при цьому відбувається ріст зусилля деформування.
Збільшити зовнішній діаметр склянки й виключити
появу тріщин на крайках фланцю на стадії радіального видавлювання можна також
завдяки введенню певної послідовності операцій. Для
цього на черговому переході або стадії видавлювання необхідно забезпечити зміну
знаків компоненту пластичної деформації на протилежний. Із цією метою перед
радіально-прямим видавлюванням здійснюється або волочіння пруткової заготівлі,
або закрите радіальне видавлювання. У
другому випадку, у процесі закритого радиального видавлювання необхідно
одержати діаметр фланця менше критичного, для якого характерна поява тріщин.
Застосування цієї технології при виготовленні виробів із широкими фланцями
дозволило одержати якісну продукцію [6].
До зниження реформованості матеріалу заготівлі приводить також
наявність таких дефектів на її поверхні, як волосовини, ризики й ін. Тому в
деяких випадках до проведення основних формотворних операцій необхідно вживати
заходів по усуненню подібних дефектів, наприклад, видаленням поверхневого шару
заготівлі в процесі механообробки, у зв'язку із чим, необхідно заздалегідь
передбачати припуск на її поперечний розмір.
З іншого боку, можна припустити, що якщо тріщини на фланці не з'явилися
до безпосереднього контакту фланця з бічною формозмінною поверхнею матриці в зоні
розвороту, то руйнування матеріалу не відбудеться, тому що ця поверхня матриці
буде виступати в якості, свого роду, підпору, «заліковуючого» тріщини.
Для одержання порожніх виробів у процесі радіально-прямого
видавлювання, у тому числі й з вільним розворотом плину матеріалу заготівлі в
зоні розвороту (схеми 1-5), була розроблена схема штампа з важільним затискачем
напівматриць [3].
Висновки
1. Представлено різновиди й технологічні можливості
процесу радиально-прямого видавлювання порожніх виробів.
2.
Установлено причини
руйнування порожніх деталей у процесі радіально-прямого видавлювання. Наведені схеми, що дозволяють уникнути появи
тріщин на крайці фланця на стадії радіального плину матеріалу заготівлі й
сприятливому збільшенню зовнішнього діаметра порожнини деталі.
ЛІТЕРАТУРА
1. Алієв І.С.,
Чучино О.В., Носаков А.А. Технологічні процеси видавлювання з роздачею //Удосконалення
процесів та обладнання обробки лещатам у металургії і машинобудуванні: Тематич.
зб. наук. пр. - ДДМА, Краматорськ, 2006. - С. 328-334.
2. Алієв І.С., Савченко
О.К., Рахметуллаев А.Н. Дослідження процесу
комбінованого по перечно-прямого видавлювання
// Оптимізація металлосберегаючих процесів при ОМД. -
Ростову-на-Дону: РІСХМ,
2004. - С. 132-139.
3. Чучин О.В., Бойко В.Г., Савчинський І.Г. Розрахунок силових параметрів при холодному радіально-прямому
видавлюванні // Удосконалення процесів та обладнання обробки лещатам у металургії і машинобудуванні: Зб. наук. ін. -
Краматорськ, 2005. - С. 222-226.
4. Ренне І.П., Сумарокова А.І. Технологічні можливості процесу вільного видавлювання (без матриці)
порожніх деталей //Ковальське-штампувальне виробництво. - 2007. - №6. - С.
25-26.
5. Алієв І.О., Чучин
О.В., Борисов Р.С. Дослідження силового режиму
процесу комбінованого послідовного поперечно-прямого
видавлювання// Ресурсосберегаючі технологи виробництва та про боязкі лещатам
матеріалів у машинобудуванні, зб. наук. ін. в 2-х ч. ч. 1, Луганськ: Даля, 2004.- С. 11-16.
6. Алієв І. С.
Технологічні процеси холодного
поперечного видавлювання // Кузнечно-штамповочне
виробництво. - 1999. - № 6. - С. 1-4.