Воскобойник
Д.О.
Запорізька державна інженерна
академія, Україна
ОПТИМІЗАЦІЯ ГЕОМЕТРІЇ МАТРИЧНОЇ ВОРОНОКИ ПРИ ПРЕСУВАННІ
Оптимізація технологічних параметрів процесів пресування металів з метою
одержання виробів з мінімальними енергосиловими параметрами представляє великий
науковий і практичний інтерес.
Напружений і деформований стан металу й розміри очагу деформації при
пресуванні суттєво залежать від конструкції інструмента й, зокрема, від форми
матричної вороноки [1,2]. У більшості випадків при пресуванні застосовують
матриці, форма яких відповідає усіченому конусу з кутом утворюючої до осі
симетрії α від 45° до 60°. Однак, матричні вороноки, виконані по конусу,
не забезпечують оптимальні енергосилові показники пресування.
Крім конічних у практиці металообробки тиском застосовуються й інші профілі
матричних воронок. Профіль, що вигинається, побудований по циклоїді з радіусом Rц, обумовлений умовою
найбільшої рівномірності пластичного плину металу в матричній воронокі [3].
Утворююча матриці, побудована по циклоїді, забезпечує найменший час знаходження
периферійних шарів металу в очагу деформації, що, у свою чергу, приводить і до
мінімальної неоднорідності металу по поперечному перерізу прес-виробу. Радіус
циклоїди Rц визначається по формулі:
![]() ,
,
де Rо - радіус контейнера; R -
радіус очка матриці.
Опуклий профіль, побудований по експоненті, аргументований у роботі [1]
умовою сталості логарифмічної деформації λz на одиницю висоти
матричної вороноки:
![]() ,
,
де h - висота матричної вороноки; Rz -
радіус вороноки на відстані z від її початку.
Опуклий профіль, запропонований у роботі [4], обґрунтований умовою
забезпечення сталості усередненої швидкості деформації по висоті матричної вороноки:
 ,
,
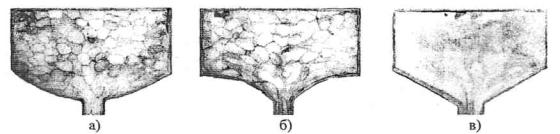
При пресуванні кольорових металів і
сплавів через прямокутну матрицю (α = 90°) було виявлено [5], що в
контейнері утворюються "загальмовані" зони металу, які формують
"природню" матричну вороноку, близьку за формою до сфери. Р. Хилл [6]
теоретично обґрунтував, що границі, що розділяють пружні й пластичні зони, є
лініями ковзання або лініями, що обгинають. При цьому форма цієї границі, за
даними досліджень А.І. Батурина [5], суттєво не залежить від ступеня
деформації, швидкості пресування, температури заготовки й природи сплаву.
Таким чином, дотепер не існує єдиної точки зору про вплив геометрії очагу
деформації на енергосилові параметри процесу пресування металів. Нами проведене
дослідження з визначення профілю матричної вороноки на підставі аналізу поля
ліній ковзання стадії, що встановився, пресування через симетричну одноочкову
матрицю. Така постановка завдання дослідження підтверджується спостереженнями
В. Джонсона й X. Кудо [7], О. Ричмонда й Х.Г. Моррисона [8], Б.А. Друянова й
Р.І. Непершина [9,10]: у процесі, що встановився, прямого пресування поле ліній
ковзання залишається фіксованим за формою й не змінюється в часі.
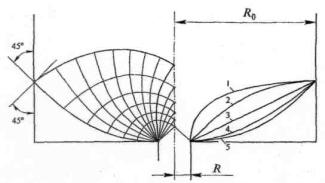
Досліджували наступні типи профілів матричних воронок: увігнуту по
циклоїді, побудовану згідно із залежністю (1); опуклу по логарифмічній залежності
(2); опуклу, розраховану відповідно до (3); конусну й увігнуту, побудовану по
лінії ковзання, що відокремлює пружну зону від пластичної в процесі пресування
(рисунок 1).
Енергосилові параметри пресування (середні питомі
зусилля) для конічної матриці оцінювалися по залежності [11]:
 ,
,
де σs - дійсний опір деформуванню, МПа; С1 =
0,398 - постійна; θ1 - кут утворюючої конуса з віссю симетрії;
λ - логарифмічний ступінь деформації:
![]() ,
,
Рівняння (4) поширюється й на інші типи матриць (увігнуті й опуклі) при
заміні криволінійної утворюючої матричної вороноки системою i-малих конусів, що сполучаються, зі змінними θ1i і λi. Тоді середні питомі зусилля для всіх типів
перерахованих матриць будуть сумами середніх питомих зусиль кожної ділянки,
розрахованих по (4):
![]() ,
,
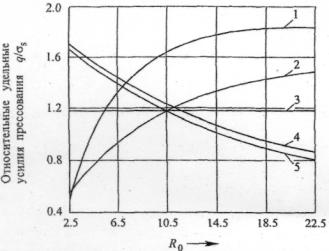
Результати розрахунків енергосилових параметрів
пресування по формулі (4) представлені на рис. 2. При цьому сумарні відносні питомі
зусилля пресування q/σs
для першої опуклої логарифмічної матриці становлять 239,93; для другої
опуклої логарифмічної - 303,01; для конусної - 236,22; для ввігнутої по
циклоїді - 238,99; для ввігнутої по лінії ковзання - 230,91.