Воскобойник
Д.О.
Запорізька державна інженерна академія, Україна
МОДЕЛЮВАННЯ
ПРОЦЕСУ ВИНИКНЕННЯ ДЕФЕКТІВ ФОРМИ ПРИ ПОЗДОВЖНЬОМУ ВИДАВЛЮВАННІ ПОРОЖНІХ
ДЕТАЛЕЙ
У статті
викладені результати аналізу методами верхньої оцінки й кінцевих елементів
процесу формоутворення порожніх деталей поздовжнім видавлюванням. Установлені
умови появи дефектів форми деталей типу утяжин і оцінений вплив технологічних
параметрів процесу.
In the
article the results of the analysis by methods of upper-bound estimate and
finite elements of process assaying of hollow details by a longitudinal
extrusion are explained. The requirements of occurrence of imperfections of the
shape of details such as sinks are established and the influence of
technological parameters of process is appreciated.
Похипки форми
деталей у вигляді утяжин, що виникають при холодному видавлюванні, є основним
видом дефектів, які знижують якість і технологічні можливості процесів точного
об'ємного штампування [1,2].
Відомі
приклади моделювання процесу виникнення утяжин у ході поздовжнього видавлювання
суцільних заготівель, виконані за допомогою енергетичного методу [2-4].
Метою
справжньої роботи є оцінка відхилень форми одержуваних при видавлюванні
порожніх деталей типу втулок і склянок.
Залежно від
реалізованого способу видавлювання й типу порожніх деталей утяжини можуть
виникати у різних зонах формоутвореної деталі (Рис. 1).
При
поздовжньому видавлюванні втулки або склянки утяжина у вигляді зазору між
заготівлею й торцем пуансона з'являється внаслідок нерівномірності витікання й
спостерігається на заключних стадіях процесу, коли товщина дна або фланця
деталі стає меншою товщини стінки порожньої частини.
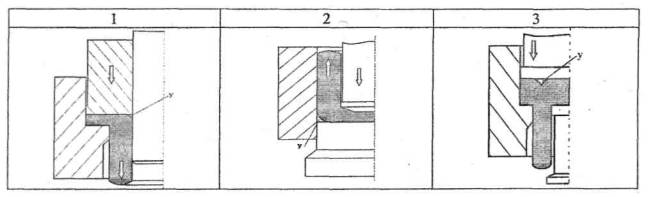
Рис.
1 - Схеми утворення утяжин при холодному поздовжньому видавлюванні
Розрахункові
схеми для аналізу енергетичним методом процесу утворення утяжин при плоскому й осесиметрічному
поздовжньому видавлюванні представлені на рис. 2. Схеми поздовжнього
видавлювання ідентичні одина одній, а при плоскому плині й схемі процесу
радіального видавлювання фланця [4], що дозволяє виконати аналіз причин утворення
утяжин з використанням єдиного енергетичного підходу.
У цих схемах
видавлювання стійкому протіканню процесу відповідає рівність нулю значення
утяжини у, а умова запобігання утяжини полягає у виконанні нерівності ![]() [2].
[2].
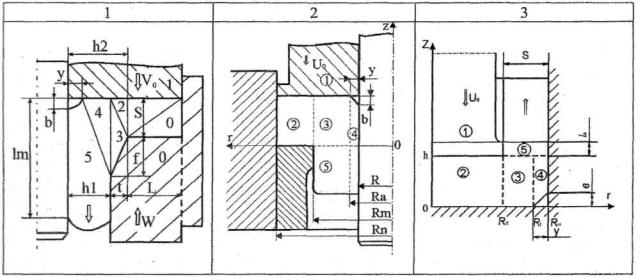
Рис.
2 - Розрахункові схеми для аналізу процесу утворення утяжин
Після
обчислення потужностей, що входять у рівняння енергетичного балансу, з
останнього знаходять наведений тиск видавлювання ![]() . Провівши математичний аналіз наведеного тиску деформування для побудованих
полів швидкостей
. Провівши математичний аналіз наведеного тиску деформування для побудованих
полів швидкостей ![]() , одержують розрахункову залежність для ймовірної
величини відносної утяжини
, одержують розрахункову залежність для ймовірної
величини відносної утяжини ![]() . Далі,
дорівнюючи нулю отримане для визначення відносної утяжини вираження
. Далі,
дорівнюючи нулю отримане для визначення відносної утяжини вираження ![]() , можна знайти те співвідношення між технологічними параметрами, при якому
імовірний утвір утяжини.
, можна знайти те співвідношення між технологічними параметрами, при якому
імовірний утвір утяжини.
При зменшенні відносної товщини дна склянки,
що видавлюється, або фланця на трубній заготовці при прямому видавлюванні
розміри утяжини по ![]() ширині й по
ширині й по ![]() висоті будуть збільшуватися. Розмір по висоті (
висоті будуть збільшуватися. Розмір по висоті (![]() ) можна
визначити з умови наростання швидкості витікання (Vв ) з вогнища
деформації при збільшенні ширини утяжини
) можна
визначити з умови наростання швидкості витікання (Vв ) з вогнища
деформації при збільшенні ширини утяжини ![]() . Максимальну відносну висоту утяжини можна визначити по залежності
. Максимальну відносну висоту утяжини можна визначити по залежності ![]() . Час
формування утяжини виражається через зміну параметра
. Час
формування утяжини виражається через зміну параметра ![]() , що характеризує переміщення інструмента й зміну обсягу вогнища
деформації.
, що характеризує переміщення інструмента й зміну обсягу вогнища
деформації.

де ![]() - відносна
товщина дна ( з урахуванням фаски) деталі;
- відносна
товщина дна ( з урахуванням фаски) деталі;
λ - величина витяжки.
Наприклад, у
випадку плоского прямого видавлювання (див. рис. 2, схема 1) для визначення
величини відносної утяжини можна одержати просту залежність:
де ![]() - коефіцієнт
тертя на вхідних поверхнях;
- коефіцієнт
тертя на вхідних поверхнях; ![]() - коефіцієнт тертя на вихідних
поверхнях.
- коефіцієнт тертя на вихідних
поверхнях.
Відзначимо,
що тут під вихідними поверхнями маються на увазі контактні поверхні в межах
вихідного каналу (зони 5).
З формули (2) при значенні ![]() знайдемо відносну товщину фланця Нкр
(з урахуванням перехідної фаски
знайдемо відносну товщину фланця Нкр
(з урахуванням перехідної фаски ![]() ), при якій виникає утяжина:
), при якій виникає утяжина:
![]()
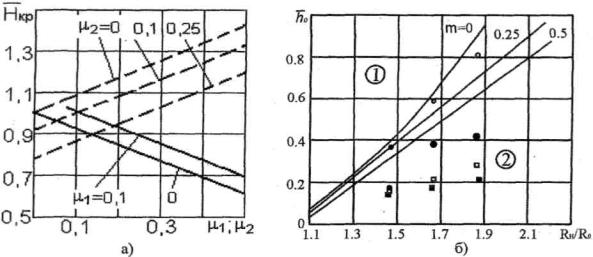
Графіки
залежності ![]() наведені на рис. 3, а. Бачимо, що
величина утяжини збільшується зі зменшенням Н и тертя на вихідних
поверхнях (
наведені на рис. 3, а. Бачимо, що
величина утяжини збільшується зі зменшенням Н и тертя на вихідних
поверхнях (![]() по нижній напівматриці й оправленню) або зі збільшенням тертя (
по нижній напівматриці й оправленню) або зі збільшенням тертя (![]() ) по верхній напівматриці.
) по верхній напівматриці.
 З
погляду зниження мінімально можливих товщин фланця
З
погляду зниження мінімально можливих товщин фланця ![]() й розширення тим самим
можливостей видавлювання тертя металу по нижній напівматриці й оправленню (
й розширення тим самим
можливостей видавлювання тертя металу по нижній напівматриці й оправленню (![]() ) відіграє позитивну роль. З корисної ролі тертя, що видавлюється стінки по
інструменту випливає, що реактивне тертя, що діє в напрямку, протилежному
витіканню металу, може запобігти утяжин на фланці втулки, одержуваної прямим
видавлюванням. Експериментальні дослідження з холодного видавлювання фланців на
торцях трубних заготовок показують якісну відповідність і кількісну близькість
розрахункових (
) відіграє позитивну роль. З корисної ролі тертя, що видавлюється стінки по
інструменту випливає, що реактивне тертя, що діє в напрямку, протилежному
витіканню металу, може запобігти утяжин на фланці втулки, одержуваної прямим
видавлюванням. Експериментальні дослідження з холодного видавлювання фланців на
торцях трубних заготовок показують якісну відповідність і кількісну близькість
розрахункових (![]() ) і досвідчених (
) і досвідчених (![]() ) граничних значень параметра
) граничних значень параметра ![]() при прямому видавлюванні втулок.
при прямому видавлюванні втулок.
Рис.
3 - Залежність критичних товщин фланця (а) і дна склянки (б) від параметрів
процесу
Перевірка на
зразках зі свинцю й алюмінієвого сплаву АМц-М (R = L + t = 8,4 мм) з параметрами R
= 2,33 і 1,27 показала задовільну збіжність результатів розрахунків по
формулі (2) і дослідних даних, отриманих для Hg > 0,7.
У процесах осесиметрічного
поздовжнього видавлювання найбільш просте поле швидкостей паралельного плину
припускає розбивка вогнища деформації на кінематичні модулі прямокутного
перетину (див. рис. 2, схеми 2 і 3).
При зворотнім видавлюванні з рівняння для
значення відносної утяжини у = 0 знаходять умову появи виникнення утяжини
у вигляді певної товщини дна h0, при якій у = 0 і Ry=RH.
Як результат, будують графік
залежності ![]() , що дозволяє встановити співвідношення технологічних
параметрів (см. рис. 3,б, зона 1), способствующих предотвращению утяжини. На
графіку наведені й результати (позначені крапками ▫ ∆ □) експериментальних досліджень,
що підтверджують якісну й кількісну оцінку формозміни при зворотньому
видавлюванні склянок [5]. Перевірка на свинцевих зразках (R = 14,1 мм) при R = 2,5
показала задовільну збіжність результатів розрахунків і дослідних даних.
, що дозволяє встановити співвідношення технологічних
параметрів (см. рис. 3,б, зона 1), способствующих предотвращению утяжини. На
графіку наведені й результати (позначені крапками ▫ ∆ □) експериментальних досліджень,
що підтверджують якісну й кількісну оцінку формозміни при зворотньому
видавлюванні склянок [5]. Перевірка на свинцевих зразках (R = 14,1 мм) при R = 2,5
показала задовільну збіжність результатів розрахунків і дослідних даних.
Як і в плоскому розв'язку, орієнтовно,
початку утворення утяжини відповідає значення співвідношення товщини дна й
стінки склянки h/s = l. Зі збільшенням коефіцієнта тертя знижується
товщина дна h0, відповідна до початку утворення утяжини, тобто
тертя металу на стінках матриці на вихідній ділянці (на довжині L) є на
перешкоді виникненню утяжин.
З розглянутої
ролі тертя випливає практичний висновок: активне тертя на поверхнях контакту заготівлі
з матрицею може не дозволити видавлювати склянки з відносно тонким дном.
Реактивне тертя, здійснюване переміщенням матриці в напрямку, протилежному
витіканню металу, може запобігти утворенню утяжин на дні склянки. Активне
керування силовим і деформаційним режимами процесів видавлювання й забезпечення
якісного (без тріщин і утяжин) формозміни вимагає забезпечення
диференційованого або реверсивного (знакозмінного по ходу процесу) контактного
тертя [6].
Для
моделювання формозміни застосований також метод кінцевих елементів (МКЕ). У цей
час для моделювання процесу видавлювання МКЕ використовують як різні
загальноінженерні пакети, так і програми, написані під конкретне завдання [7].
Процеси
видавлювання характеризуються, як правило, великою величиною деформації,
наявністю застійних зон і значною неоднорідністю деформації за обсягом
заготовки. Ці фактори утрудняють моделювання за допомогою МКЕ у випадку, якщо
використовується підхід Лагранжа до опису руху матеріалу (лагранжева
формулювання елементу). Найбільш ефективним у цьому випадку є так зване r-адаптивне перебудування сітки із установленим постійним
характерним розміром елемента. [8].
На рис. 4 і 5
показані отримані моделі процесу прямого видавлювання (ряд стадій) з
використанням розробленого алгоритму перебудування сітки. При КЕ моделюванні
використані реальні розміри зразків і інструмента. У якості зв'язку напруг з
деформацією використана кусочно-лінійна апроксимація залежностей ![]() для сплаву АМц-М. Матеріал інструмента
прийнятий абсолютно твердим. Модель поведінки матеріалу зразка - упругопластичне
тіло з ізотропним зміцненням. Вихідний розмір елемента й мінімальний розмір при
перебудуванні 0,2 мм. Значення коефіцієнта тертя в контакті інструмент - зразок
прийняті залежно від використаного змащення й варіювалися в межах
для сплаву АМц-М. Матеріал інструмента
прийнятий абсолютно твердим. Модель поведінки матеріалу зразка - упругопластичне
тіло з ізотропним зміцненням. Вихідний розмір елемента й мінімальний розмір при
перебудуванні 0,2 мм. Значення коефіцієнта тертя в контакті інструмент - зразок
прийняті залежно від використаного змащення й варіювалися в межах ![]() .
.
Оскільки
деформація велика, а градієнт істотний, у процесі розрахунків застосовувалося
перебудування сітки елементів деформуємого зразка. Тому сітка елементів не
відбиває реальний деформований стан у теперішній момент. Дійсну деформовану
форму в теперішній момент мають границі зразка.

Рис. 4 -
Наростання утяжини при прямому видавлюванні втулки із фланцем.
КЭ модель
показує трохи менші в порівнянні з експериментом і МВО значення критичної
товщини фланця, при якій з'являється утяжина Нкр = 0,7 ±0,1.
Але якщо враховувати значення радіусів перехідних крайок, які, як і фаски на
крайках матриці, можна включити в загальну величину критичних товщин фланців,
то збіг результатів аналізу порівнюваними методами є гарним.
Підхід з
перебудуванням сітки, використаний у розрахунках, дозволяє збільшити
досліджувану область, включая у неї зони з неоднорідною й немонотонною
деформацією. Розподіл інтенсивності деформації (див. рис. 5) і напруг у площині
меридіонального перетину зразків, розраховане по МКЕ дозволяє встановити
закономірність зміни напружено-деформованого стану по ходу процесу й виявити
найнебезпечніші з погляду руйнування матеріалу зони у вогнищі деформації.
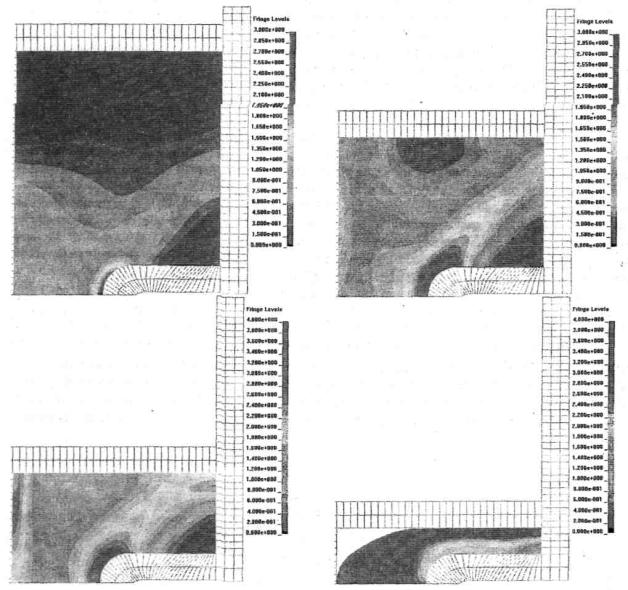
Рис.
5 - Розподіл інтенсивності деформацій на стадіях видавлювання
Схема процесу
зворотного видавлювання склянки, прийнята для аналізу МКЕ, відповідає наведеної
на рис. 1,б. Вихідна висота зразка 6 мм, товщина дна напівфабрикату 1 мм,
робочий хід 5 мм. Отримані картини деформованого стану показані на рис. 6.
Результати
досліджень за допомогою КЕ моделювання з урахуванням значень радіуса перехідних
крайок (1 мм) підтверджують правомірність поділу поля співвідношень
технологічних параметрів на зону 1 видавлювання без утяжин (див. рис. 3,б) і
небезпечну зону 2, де виникнення утяжини реально.
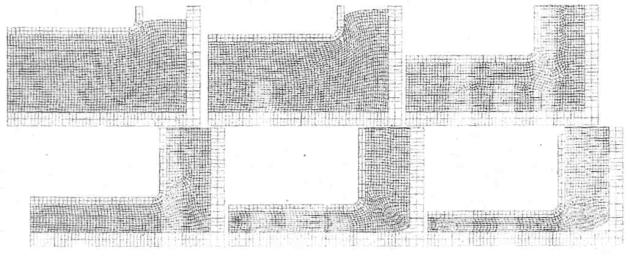
Рис.
6 - Деформований стан склянки, що видавлюється ( при ході пуансона 0,5; 1,0 ;
2,5; 4,0; 4,5 і 5,0 мм відповідно)
ВИСНОВКИ
Виконаний
аналіз процесу викривлення форми деталей у вигляді утяжин при холодному
видавлюванні за допомогою моделі, отриманої методом верхньої оцінки й КЕ моделі
з використанням перебудування сітки.
Зроблена
перевірка адекватності отриманих моделей і розрахункових залежностей на
прикладі процесу прямого видавлювання на оправленні втулок із фланцем.
Використання отриманих відомостей дозволить прогнозувати відхилення форми
деталей і інтенсифікувати процес розробки технології виготовлення деталей
холодним видавлюванням.
ЛІТЕРАТУРА
1. Евстратов В.А.
Основы технологии выдавливания и конструирования штампов. Харьков: Вища школа,
1987. 144с.
2. Джонсон В., КудоХ. Механика
процессов выдавливания металла. М.: Металлургия, 1966. 317 с.
3. Вайсбурд Р.А-, Жиров Д.С.
Исследование деформаций при осадке дисков на плите с отверстием // Известия вузов. Машиностроение. 1988. №5.
С.119-124.
4. Носаков А.А., Солодун Е.М., Алиева
Л.И. Прогнозирование дефектов типа утяжин при точной штамповке выдавливанием
/Удосконалення процессе i
обладнання обробки тискам в
металургй" i
машинобуду-вант. Тематичнзб. наук,
працъ, -ДДМА, Краматорськ - Хмельнщъкий, 2002. - С. 105-110.
5. Алиев И-С, Азадов Ф.Э., Тихий В.В.
Исследование процесса выдавливания полых деталей типа стакана //Известия
вузов. Черная металлургия. 1990. № 12. С.32-34.
6. Декларационный патент Украины №
67977 А, В21 К 21/00. Способ выдавливания полых деталей. Бюл. №7-2004.
7. Матвеев С.А., Мамутов B.C., Иванов
КМ. Возможности конечно-элементного анализа при решении технологических задач
обработки металлов давлением//Метаююбработка. 2003, Ml (13).
- С. 23-28.
8. Гуменюк Ю. И., Даниленко С. В.,
Усманов Д. В. Применение перестроения сетки при конечноэле-ментном
моделировании процесса холодного продольного выдавливания /Удосконалення
процесгв г обладнання обробки тискам в металургй i маишнобудуваннг.
Тематичн зб. наук, праць, -ДДМА, Краматорськ, 2004. -С. 23 5-240.