Умарова
Т.А., Досанов А.Е.
(Восточно-Казахстанский
государственный технический
университет
им. Д. Серикбаева)
ОПТИМИЗАЦИЯ ТЕХНОЛОГИИ
ПОЛУЧЕНИЯ
ТАНТАЛОВОЙ ПРОВОЛОКИ
В
настоящее время волочильное оборудование танталового производства устарело как
морально, так и физически, выполнение на нем требований спецификаций фирм
заказчиков (например, по прямолинейности проволоки) проблематично. Мощности
существующего производства (волочильные машины однократного волочения)
достаточно для выхода на запланированную, но качество продукции крайне низкое
при очень высокой трудоёмкости изготовления проволоки.
Для
того чтобы повысить качество производимой проволоки, понизить трудоемкость
нужно выявить отрицательные моменты в производстве, предложив альтернативу.
В
данное время участок производства проволоки состоит из следующих операций:
-
токарная обработка прутков на диаметр 18 мм;
-
прокатка прутков на редукционном прокатном стане с Æ
18 мм до Æ
2,8 мм за 6 проходов (необходимость проведения промежуточных термообработок
будет определяться требованиями к продукции в зависимости от состояния поставки
– твердое, полутвердое или мягкое);
-
прокатка прутков на редукционном прокатном стане с Æ
2,8 мм до Æ
0,5 мм за 6 проходов (необходимость проведения промежуточных термообработок
определяется требованиями к продукции в зависимости от состояния поставки – твердое,
полутвердое или мягкое);
-
волочение проволоки с диаметра 2,0 – 0,5 мм . По требованиям разных
спецификаций технологией определяется исходный диаметр заготовки для волочения;
-
проволока готового размера подвергается двухстадийной очистке – предварительное
удаление смазки в щелочном растворе и удаление остатков смазки, окислов, грязи
в кислотном растворе.
Тантал
обладает большой склонностью к налипанию на волочильный инструмент (вследствие
этого – образование «задиров» поверхности, появление дефектов в виде рисок,
раковин, повышенная обрывность). Поэтому при обработке тантала предпочтительно
применение трения качения (прокатка, роликовое волочение) вместо трения скольжения
(волочение). Кроме того, при прессовании тантала в некоей оболочке поверхность
прутков имеет складчатость от внедрения некоего металла в тантал, что так же
влияет на качество поверхности готовой проволоки.
В
современных производствах принята обработка исходных заготовок до диаметра ~ 2 мм методом
сортовой прокатки (прокатка в калибрах), роликовое волочение до диаметра ~ 1 мм и только
с диаметра ~
1 мм обычное волочение через твердосплавные или алмазные волоки.
Основным недостатком,
исходя из основного требования заказчиков, являются фильеры, так как тантал
налипает к стенкам, вследствие чего появляются дефекты, способствующие
повышению токов утечки, глубокому проникновению смазок в металл, не всегда
подходящий угол в фильерах, что является одним из показателей занижающих
производительность процесса.
В
результате проведенных работ улучшено качество поверхности проволоки за счет
округления её перед волочением.
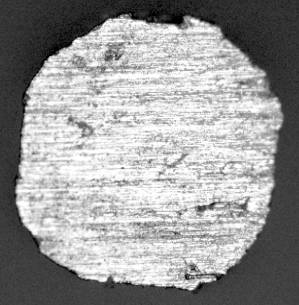
Т.к.
при волочении проволоки квадратного сечения происходит заворачивание углов
квадрата с получением дефектов поверхности. Вид дефекта представлен на рисунке 1.
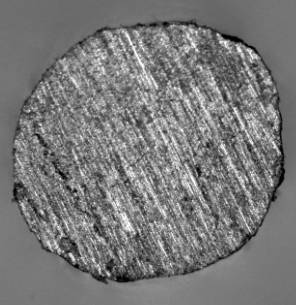
Для
перехода с редукционного стана к волочению требуется округление квадрата в
сечение, близкое к кругу (рисунок 2).
|
|
|
|
Увеличение
х100 Рисунок
1 – Фотография поперечного сечения проволоки после 1 прохода волочения с
квадрата в круг |
Увеличение
х100 Рисунок
2 – фотография сечения проволоки после округления (после 6 прохода) |
Скругленная
проволочная заготовка была подвергнута щелочной очистке (от индустриального
масла) и протянута через волоку диаметром 0,73 мм. Сечение проволоки после 1
прохода волочения показано на рисунке 3.
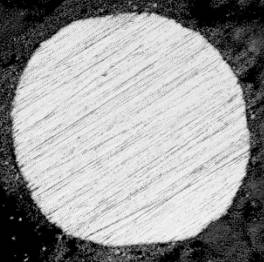
Увеличение х100
Рисунок
3– Фотография сечения проволоки после округления и одного прохода волочения
Дальнейших
сложностей при волочении проволоки такой формы не возникло.
И
так, необходимо качественное перевооружение технического оснащения, т.е.
приобретения дополнительного оборудования, обеспечение выпуска танталовой
проволоки с высоким качеством поверхности, стабилизированным зерном, требуемыми
механическими и электрическими свойствами. Пересмотр материалов, подбор
оптимальных технических решений с учетом рыночных тенденций.
СПИСОК ЛИТЕРАТУРЫ
1 Свойства элементов /Под ред. М.Е Дрица. - М.:
Металлургия, 1985. -672с.
4 Клиновицкая В. Юбилейный Тантал //Устинка Наш
город, - № 14, 06.04.01 -7с.