Технічні науки/10. Гірнича справа
канд. техн.
наук Петров О.Г., канд. пед. наук
Фіногєєва Т.Є.,
магістрант Сердюк І.Р.
Українська інженерно-педагогічна
академія, Україна
Вплив величин натягнення на процеси
розшарування конвеєрних гумовотканинних стрічок
Для уточнення необхідності підтримки
величини натягнення конвеєрних стрічок на одному рівні говорять результати
досліджень впливу величини натягу на процеси розшарування конвеєрних
гумовотканинних стрічок.
Основними видами відмов гумовотканинних стрічок з прокладками з
синтетичних волокон є розшарування бортів і втомно-контактний знос обкладань.
Причина цих відмов полягає в конструктивних недоліках стрічки і конвеєра, а
також в порушенні правил експлуатації стрічки. Певний відсоток стрічок виходить
з буд в результаті дії на них циклічних навантажень різного походження.
Залишається недослідженим вплив на
втомне розшарування натягнення стрічки, яке залежно від завантаженості конвеєра
і закону регулювання первинного натягу може змінюватися в широких межах.
З метою встановлення впливу натягнень
у поєднанні з циклічними навантаженнями на втомне розшарування стрічки були
проведені дослідження в яких застосовувалося випробувальне устаткування СКТБ
Лисичанського заводу гумовотехнічних виробів (ГТВ): флексінг-машина, поставлена
заводу в комплекті з технологічним устаткуванням англійською фірмою
"Френсіс Шоу"; преси для вирубки зразків стрічки.
Конструкція і принцип дії
флексінг-машини показані на рис. 1. П'ять зразків стрічки 2 обводяться через знімні
шківи, і затискаються в ексцентрикових затисках 3. За допомогою регульованого
вантажного натяжного пристрою 4 створюється натягнення зразка, після чого йому
від електроприводу 6 за допомогою важелів надається зворотно-поступальний рух,
при якому зразок періодично піддається вигинистим навантаженням при обведені
шківа. Число циклів фіксується лічильником 5. За допомогою педалі 7 можна
зупинити один з п'яти встановлених на машині зразків, не перериваючи
випробування останніх. Рухливі елементи флексінг-машини розміщені в корпусі 1.
Випробуванню піддавалися зразки
стрічок ТК-200 і 2ШБКНЛ-100 (4 прокладки), що випускаються Лисичанським заводом
ГТВ. Зразки розміром 216х25 вирубувалися паралельно борту стрічки і
встановлювались на флексінг-машині робочими поверхнями вгору.
Дослідження втомного розшарування
стрічки ТК-200 проводилися в два етапи. На першому етапі випробовувалися п'ять
зразків стрічки на шківах діаметром dp, рівним 32 мм при натягненнях
0,6; 0,7; 1; 1,6 кН. При цьому з'ясувався характер розшарування, аналізувалися
умови проведення експерименту і впливу натягнення на втомну довговічність
зразків, здійснювалося планування другого етапу досліджень. На другому етапі
проводилися подальші випробування і здійснювалося математичне моделювання
процесу розшарування стрічки в досліджуваному діапазоні умов.
При проведенні експерименту установка
періодично зупинялася для контролю стану зразків. При цьому вимірювалися
глибина тріщин, температура в ній, реєструвалися число циклів, аналізувався
характер руйнування зразка.
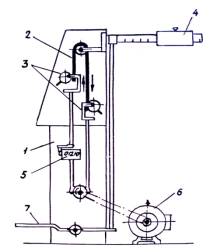
Рисунок 1 –
Конструкція і принцип дії флексінг-машини.
Залежність
глибини тріщин h від числа циклів n при різних значеннях
натягнення показана на рис. 2.
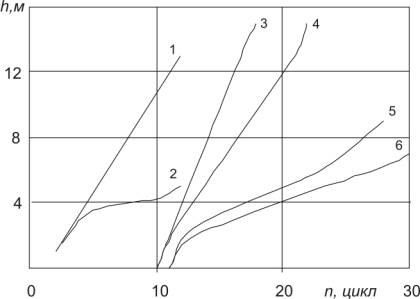
Рисунок 2 – Процес
втомного розшарування конвеєрної стрічки ТК-200 (dp=32мм).
Позначення:
1, 2 – S =1 кН; 3, 4 – S=0,7
кН; 5, 6 – S=0,6 кН;
1, 3, 5 – розшарування прокладок 1 і 2;
2, 4, 6 – розшарування прокладок 2 і 3.
З аналізу
кривих виходить, що момент зародження тріщин Тр і інтенсивність її розвитку (швидкість ![]() ) визначається рівнем натягнення
і тепловим режимом процесу. Швидкість
) визначається рівнем натягнення
і тепловим режимом процесу. Швидкість ![]() в періоді
довгого часу залишається практично постійною і лише в кінці процесу
розшарування декілька збільшується. На початку процесу, не дивлячись на
посилювання в порівнянні з реальними умовами експлуатації режиму навантаження
(340 вигинів в хвилину) і збільшення динамічних вигинистих навантажень,
зберігалася ідентичність вигляду і характеру руйнування зразків. При цьому
температура нагріву зразків знаходилася в допустимих межах (не більш 450С), що знайшло віддзеркалення на рис. 3
(крива 2). Проте у міру збільшення площі поверхонь тріщини, що труться,
руйнування сквиджей набуває характеру зносу, температура в тріщині інтенсивно
зростає і у момент повного розшарування досягає 56 0С, чому
відповідає збільшення швидкості
в періоді
довгого часу залишається практично постійною і лише в кінці процесу
розшарування декілька збільшується. На початку процесу, не дивлячись на
посилювання в порівнянні з реальними умовами експлуатації режиму навантаження
(340 вигинів в хвилину) і збільшення динамічних вигинистих навантажень,
зберігалася ідентичність вигляду і характеру руйнування зразків. При цьому
температура нагріву зразків знаходилася в допустимих межах (не більш 450С), що знайшло віддзеркалення на рис. 3
(крива 2). Проте у міру збільшення площі поверхонь тріщини, що труться,
руйнування сквиджей набуває характеру зносу, температура в тріщині інтенсивно
зростає і у момент повного розшарування досягає 56 0С, чому
відповідає збільшення швидкості ![]() .
.
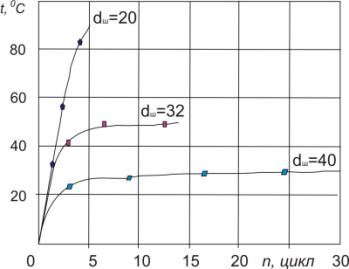
Рисунок 3 – Вплив
рівня динамічних навантажень на тепловий режим втомного розшарування стрічки ТК-200 ( S=0,7 кН)
Слід зазначити, що зміна натягнень в
межах від 0,6 до 1,6 кН (30,75% від розрахункових натягнень) при постійному
рівні динамічних навантажень не викликає істотної зміни теплового режиму
розшарування. Відмічена стабільність теплових режимів дозволяє обґрунтовано
оцінити вплив натягнення на розшарування стрічки.
Таким чином, до основних чинників, що
впливають на втомне розшарування стрічки слід віднести рівень натягнень і
тепловий режим. При цьому тепловий чинник при випробуваннях має бути
максимально виключений як нехарактерний для реальних умов експлуатації стрічки.
Крім того, встановлення вказаної
залежності на підставі випробувань подібного роду утруднене у зв'язку з впливом
рівня динамічних навантажень на температурний режим процесу розшарування (рис.
4). Температура зразків, охолоджених стислим повітрям і що знаходяться в
природних умовах, істотно впливає на інтенсивність руйнування.
Існуюча
конструкція флексінг-машини була доповнена системою охолоджування поверхні зразків,
що нагріваються, стислим повітрям, що підводиться від заводської пневмосистеми.
Ефективність охолоджування встановлювалася в результаті проведення порівняльних
випробувань зразків, що охолоджуються примусово і що знаходяться в природних
умовах. Охолоджування зразків, які розшаровувало на шківах діаметром 40 мм і більш, помітного впливу на параметри
![]() і
і ![]() не надає.
Охолоджування зразків, які
було розшаровано на шківах діаметром 20 і 32 мм, дозволяє істотно
понизити максимальну температуру нагріву. Наприклад, в разі dp = 20
мм і S = 0,7 кН максимальна
температура зразка, що знаходиться в природних умовах, склала 85 0С, тоді як температура охолоджуваного
зразка не перевищувала 48 0С. Виходячи з отриманих даних можна
зробити висновок, що стабільність теплових режимів дозволяє обґрунтовано
оцінити вплив на натягнення стрічки.
не надає.
Охолоджування зразків, які
було розшаровано на шківах діаметром 20 і 32 мм, дозволяє істотно
понизити максимальну температуру нагріву. Наприклад, в разі dp = 20
мм і S = 0,7 кН максимальна
температура зразка, що знаходиться в природних умовах, склала 85 0С, тоді як температура охолоджуваного
зразка не перевищувала 48 0С. Виходячи з отриманих даних можна
зробити висновок, що стабільність теплових режимів дозволяє обґрунтовано
оцінити вплив на натягнення стрічки.
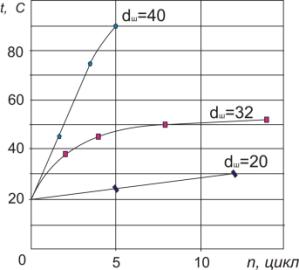
Рисунок 4 – Вплив
рівня динамічних вигинистих навантажень на температурний режим втомного
розшарування зразків стрічки ТК-200
Аналіз результатів випробувань значної
кількості зразків дозволив встановити, що середня швидкість розшарування
прокладок при натягненні 100 кгс приблизно в 2 рази більше, ніж при
натягненні 60 кгс. Достатнє уявлення про втомне розшарування дає момент
зародження видимої тріщини і швидкість її поширення в глиб зразка, який було
досліджено.
Отримані результати, а також той факт,
що зменшення натягнення сприяє зниженню ударних навантажень, підтверджує
доцільність безперервного регулювання за допомогою автоматичного натягнення
стрічки з метою забезпечення мінімального можливого натягнення, яке визначається стійкістю руху стрічки по стану
конвеєра і відсутністю випадків пробуксовки стрічки на привідному барабані.
Таким чином, при роботі автоматичних натягувальних станцій (АНС) в режимі
стабілізації в порівнянні з роботою в режимі спостереження стрічка перетягнута
в середньому в 4,4 рази.
При такій перетяжці, середня сила удару падаючим
шматком вантажу по стрічці в пункті завантаження у відповідність із
залежностями зростає на 14%. Це призводить до різкого зниження ударної
витривалості стрічки за результатами стендових випробувань в 3 – 4 рази.
Крім того, як показано, збільшення рівня натягнення при незмінних інших
чинниках знижує втомну довговічність стрічки також при поперечних вигинистих
навантаженнях на барабанах.
Зіставлення двох способів регулювання
для даного конкретного випадку з точки зору перетяжки стрічки показало, що за існуючих умов експлуатації
конвеєра робота автоматичних натягувальних станцій в режимі стеження
ефективніша, ніж робота в режимі стабілізації.
Література:
1. Григорьев
В.Н., Дьяков В.А., Пухов Ю.С. Транспортные машины для подземных разработок. Учебник
для вузов. 2-е изд., перераб. и доп.-М.: Недра, 1984, 383 с.
2. Штокман И.Г., Эппель Л.И. Прочность и долговечность
тяговых органов. М.: Недра,1967.
3. Ленточные конвейеры в горной промышленности/ В.А. Дьяков, Л.Г. Шахмейстер,
В.Г. Дмитриев и др. Под редакцией чл.-кор. АН СССР А.О. Спиваковского.
М.: Недра, 1982, 349 с.