Технические науки/ 8.Обработка
материалов в машиностроении
К.т.н. Н.Л. Марьина, студ. С.К. Селифонов, д.т.н. А.В. Разуваев
Балаковский институт техники,
технологии и управления, Россия
УПРОЧНЕНИЕ ПОВЕРХНОСТНОГО СЛОЯ
ДЕТАЛЕЙ СПОСОБОМ ДИФФЕРЕНЦИРОВАННОЙ ГИДРОДРОБЕСТРУЙНОЙ ОБРАБОТКИ
Высокофорсированные комбинированные дизели 6ЧН21/21
находят широкое применение в передвижной энергетике. Их коленчатые валы, шатуны
изготавливают из высококачественной хромоникельмолибденовой стали 38ХН3МА в
крупных сериях. В качестве заготовки используют весьма приближенную покованную
штамповку, и коэффициент использования металла ![]() соответствует
0,28 – 0,30, что является нерациональным. В лучших зарубежных аналогах
коленчатых валов фирм «Крупп» (Германия), «Вяртсиля» (Финляндия)
соответствует
0,28 – 0,30, что является нерациональным. В лучших зарубежных аналогах
коленчатых валов фирм «Крупп» (Германия), «Вяртсиля» (Финляндия) ![]() и более.
Применение штамповки объясняется тем, что при обработке давлением волокна
металла перераспределяются в соответствии с формой изделия, что повышает
механические свойства вала.
и более.
Применение штамповки объясняется тем, что при обработке давлением волокна
металла перераспределяются в соответствии с формой изделия, что повышает
механические свойства вала.
Одной из причин, сдерживающих повышение ![]() , считается наличие дефектного обезуглероженного слоя в
заготовке – штамповке и необходимость его удаления. Вместе с тем, по данным
конкретным коленчатым валам отсутствуют исследования по обоснованию параметров
дефектного слоя и оценки степени его
разупрочняющего влияния на эксплуатационную надёжность. Способ компенсации
отрицательного влияния дефектного слоя путём задания определённого припуска под
последующую механическую обработку представляется неоптимальным ввиду значительных
затрат и потерь металла в стружку. Нерациональным представляется
технологическое обеспечение усталостной прочности коленчатых валов за счёт
ручного полирования профиля и последующей дробемётной обработки.
, считается наличие дефектного обезуглероженного слоя в
заготовке – штамповке и необходимость его удаления. Вместе с тем, по данным
конкретным коленчатым валам отсутствуют исследования по обоснованию параметров
дефектного слоя и оценки степени его
разупрочняющего влияния на эксплуатационную надёжность. Способ компенсации
отрицательного влияния дефектного слоя путём задания определённого припуска под
последующую механическую обработку представляется неоптимальным ввиду значительных
затрат и потерь металла в стружку. Нерациональным представляется
технологическое обеспечение усталостной прочности коленчатых валов за счёт
ручного полирования профиля и последующей дробемётной обработки.
В настоящее время получили развитие перспективные
технологии упрочнения поверхностного слоя деталей методом поверхностного
пластического деформирования способом дифференцированной гидродробеструйной
обработки (ГДО), позволяющей в одном
процессе объединить отделочно – упрочняющую обработку и повысить сопротивление
усталости, в связи с чем актуальным является исследование его эффективности для
нейтрализации и компенсации разупрочняющего влияния дефектного слоя. Решение
указанной задачи позволяет обосновать возможность перехода на точную заготовку в
производстве коленчатых валов и резко повысить
![]() .
.
Одним из основных дефектов поверхностного слоя
является обезуглероженной слой, оказывающий разупрочняющее действие, ухудшающий
эксплуатационные свойства коленчатых валов. Согласно разрабатываемой технологии
изготовления последних методом точной штамповки поверхность детали после
штамповки и термообработки лезвийной обработке не подвергается (за исключением
коренных и шатунных шеек), т.е. обезуглероженный слой не снимается, а его разупрочняющее
влияние должно компенсироваться упрочнением поверхностного слоя методом
дифференцированной ГДО.
Микроструктура поверхности щеки коленчатого вала после
поверхностного пластического деформирования представлена на рис. 1. Как видно,
толщина обезуглероженного слоя после гидродробеструйного упрочнения уменьшилась
и составила 0,05-0,08 мм. Микроструктура в поверхностном слое детали имеет
пластически деформированный упрочненный слой, обеспечивающий нейтрализацию
разупрочнения от обезуглероживания.
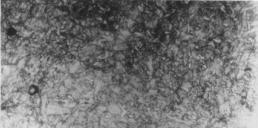
Рис. 1. Микроструктура поверхности щеки коленчатого
вала после поверхностного пластического
деформирования гидронаклепом (увеличение в 500 раз)
В результате дифференцированного гидродробеструного
упрочнения щек и противовесов дизелей 6ЧН21/21, а также изготовления их из
точноштампованных заготовок производства Чебаркульского металлургического
завода коэффициент использования металла повышается до 0,8 путем исключения
технологических операций обработки: продольно-фрезерной, фрезерно-программной,
копировально-фрезерной, вертикально - и горизонтально-фрезерной и фрезерной по
контуру.
Внедрение дифференцированной гидродробеструйной
обработки в ремонтную технологию позволяет нейтрализовать дефектный слой,
образуемый в процессе работы дизеля, снижающий эксплуатационные характеристики
коленчатых валов, а также повысить предел усталостной прочности в области
стыков и в зоне сопряжения щеки и противовеса коленчатого вала, подверженных
усталостному разрушению. Многолетняя практика эксплуатации и ремонта
транспортных дизелей показывает, что значительная часть основных деталей
дизеля, поступающих в ремонт, имеет большой неиспользованный ресурс. Анализ
технического состояние деталей и сборочных единиц дизеля позволяет установить
возможность их повторного использования. Восстановление поврежденных и
изношенных деталей позволяет значительно повысить эксплуатационную надежность,
сократить простои, увеличить межремонтный срок службы, уменьшить расход сменных
деталей, а в связи с этим снизить расход материала на их изготовление и, следовательно,
стоимость ремонта.
В результате исследований состояния поверхностного
слоя коленчатых валов неразрушающим методом на основе эффекта магнитоупругости
выявлена существенная неоднородность распределения механических свойств.
Дефекты поверхностного слоя типа прижогов, обезуглероженного слоя распространяются на глубину до 0,3 мм.
Проведено исследование сопротивления усталости
материала коленчатых валов на базе 107 циклов при симметричном и
асимметричном цикле нагружения. Анализ и расчёты показали, что имеется реальная
возможность сокращения материалоёмкости коленчатого вала до 50%.
Степень стабилизации начальных остаточных напряжений
после ППД деталей оценивают по прибору «Стресскан – 500» (США, Финляндия) (рис.
2). При этом контроль качества стабилизации напряжений осуществляют по
истечению 24 часов после ГДО деталей.
Проведенные исследования показывают, что состояние поверхностного
слоя элементов коленчатого вала, а также других деталей транспортных дизелей по
параметру начальных остаточных напряжений не является рациональным, правильно
регламентированным в научно-технической литературе и технологически не
обеспеченным, что не способствует наиболее полному использованию
эксплуатационных свойств материалов заготовок.

Рис. 2. Прибор «Стресскан – 500»
На основе изложенного анализа практики замера
начальных остаточных напряжений по предложенной методике определены следующие
основные направления по повышению эксплуатационной надежности высоконагруженных
деталей транспортных дизелей:
·
совершенствование
заготовок за счет перевода их на точную штамповку;
·
совершенствование
технологии ППД деталей, обеспечивающей повышение запаса их усталостной
прочности технологическими методами;
·
совершенствование
конструктивной формы деталей по условиям достижения равнопрочности сечений,
снижения и выравнивания напряженности для смежных объемов металла.
Результаты расчётных характеристик сопротивления
усталости и запасов усталостной прочности для исходного состояния материала
коленчатого вала и с обезуглероженным слоем с последующим упрочнением
представлены в таблице 1.
Таблица 1
|
Состояние поверхности образцов |
Предел выносливости, МПа |
Запас усталостной прочности |
||
|
Образцы
|
Коленчатый вал |
Коленчатый вал |
||
|
Исходное без наклёпа |
470 |
274 |
224 |
3,7 |
|
Обезуглероженный слой и упрочнение |
510 |
298 |
248 |
4,1 |
Недостатки существующей технологии изготовления
коленчатых валов, применяемой в ЗАО «Волжский дизель им. Маминых» и других
предприятиях, обусловлены применением штамповки с большим припуском под
механическую обработку, что значительно снижает ![]() , приводит к большому количеству фрезерных операций.
Применение дробемётной очистки характеризуется быстрым износом деталей
установки, дроби, обилием металлической пыли. Кроме того, на завершающей стадии
обработки коленчатого вала полировка осуществляется ручными машинами для
штамповки, что также не желательно.
, приводит к большому количеству фрезерных операций.
Применение дробемётной очистки характеризуется быстрым износом деталей
установки, дроби, обилием металлической пыли. Кроме того, на завершающей стадии
обработки коленчатого вала полировка осуществляется ручными машинами для
штамповки, что также не желательно.
Малоотходная технология отличается тем, что
предполагает применение точной заготовки с нулевым припуском и
дифференцированную упрочняющую обработку поверхности щек, противовесов
коленчатого вала за исключением диаметров коренных и шатунных шеек. Это
позволяет нейтрализовать дефектный слой, образованный после штамповки и
термообработки, а также повысить предел усталостной прочности в местах,
подверженных усталостному разрушению. Введение дифференцированной гидродробеструйной
обработки поверхности высоконагруженных деталей как заключительной операции
позволяет исключить полировку.
Предлагаемая технология позволяет в условиях ЗАО «Волжский дизель им. Маминых» снизить
материалоёмкость процесса на 50%, довести коэффициент использования материала
до ![]() , снизить трудоёмкость изготовления коленчатого вала на
20-25%, освободить 11 – 12 фрезерных станков, задействованных в обработке
контуров коленчатых валов, шатунов, и рабочих, их обслуживающих.
, снизить трудоёмкость изготовления коленчатого вала на
20-25%, освободить 11 – 12 фрезерных станков, задействованных в обработке
контуров коленчатых валов, шатунов, и рабочих, их обслуживающих.
На основании выявления основных направлений
совершенствования производства коленчатых валов прослеживается постепенный
переход от заготовок проката к кованным и далее к точноштампованным.
В поверхностном слое высоконагруженных деталей уровень
начальных остаточных напряжений наводят дифференцированным гидродробеструйным
упрочнением ![]() = -(0,1-0,15)
= -(0,1-0,15)![]() ;
; ![]() - начальные
сжимающие остаточные напряжения;
- начальные
сжимающие остаточные напряжения; ![]() - предел текучести материала детали.
- предел текучести материала детали.
Превышение верхнего предела ![]() во всех зонах
щеки и противовеса коленчатого вала приводит к нарушению адекватности
напряжений разгрузки -
во всех зонах
щеки и противовеса коленчатого вала приводит к нарушению адекватности
напряжений разгрузки - ![]() напряжениям
нагрузки
напряжениям
нагрузки ![]() и не
обеспечивает выравнивание напряженности смежных объемов металла и,
следовательно, их равнопрочность. При уменьшении нижнего предела -
и не
обеспечивает выравнивание напряженности смежных объемов металла и,
следовательно, их равнопрочность. При уменьшении нижнего предела - ![]() значительно
падает эффективность упрочняющего влияния параметров начальных остаточных
напряжений как самостоятельного фактора, а так же нарушается условие
обеспечения адекватности распределения -
значительно
падает эффективность упрочняющего влияния параметров начальных остаточных
напряжений как самостоятельного фактора, а так же нарушается условие
обеспечения адекватности распределения - ![]() распределению
распределению ![]() .
.