Технические науки/8.
Обработка материалов в машиностроении
Дудак Н.С.,
Касенов А.Ж., Муканов Р.Б., Таскарина А.Ж.
Павлодарский
государственный университет имени С. Торайгырова
Республика
Казахстан
Применение системы APM WinMachine при проектировании металлорежущих
инструментов
В настоящее
время актуальна проблема сочетания в процессе проектирования двух
взаимоисключающих тенденций: экономии материала, с одной стороны, и обеспечения
требуемых прочностных характеристик конструкций, с другой стороны. Все это
можно обеспечить за счет использования компьютерных технологий. Сегодня
невозможно создать качественное, надежное и конкурентоспособное оборудование
без всестороннего инженерного анализа проектируемых объектов с помощью
современных программных средств и принятия на его основе грамотных
конструктивных решений. Под инженерным анализом понимается, в первую очередь,
исследование напряженно-деформированного состояния моделей проектируемых
конструкций, получение их динамических характеристик и характеристик устойчивости
при постоянных и переменных режимах внешнего нагружения.
Наиболее
эффективным приближенным методом решения такого класса задач является метод
конечных элементов (МКЭ). МКЭ реализован в таких известных и широко
распространенных программных продуктах, обеспечивающих прочностной расчет
моделей конструкций, как ANSYS, NASTRAN, COSMOS и некоторых других. Это весьма
мощные программные средства, но и столь же недешевые, к тому же имеющие англо-язычный
интерфейс. Кроме того, редакторы моделей этих пакетов весьма сложны и требуют
длительной подготовки пользователя. Отечественный модуль конечно-элементного
анализа APM Structure3D, входящий в состав CAD/CAE Системы APM WinMachine,
созданной в Научно-техническом центре «Автоматизированное проектирование машин»
(НТЦ АПМ), представляет собой в какой-то степени альтернативу указанным
программных продуктам [1].
На основании вышеизложенного для
всестороннего инженерного анализа проведем прочностной расчет расточного токарного
резца с напаянной пластиной используя продукт APM WinMachine.
Принимаем следующие исходные данные: материал расточного токарного резца – Сталь 45,
твердосплавная напаянная пластина Т15К6. Диаметр обработки 45 мм,
обрабатываемый материал – Сталь 45. Закрепление выполняем на корпусе резца.
Режимы резания: s = 1,4 мм/об; n = 160 об/мин, t = 0,25 мм. Параметры нагрузки напластину: Рх =
218; Ру = 408; Рz = 612; Т = 533 0С.
Процесс подготовки к прочностному расчету
состоит из нескольких этапов: создание и импорт 3D модели в редактор APM
Studio; присвоение составным деталям параметров материала; моделирование
действующих нагрузок; задание опор (закрепление); определение совпадающих
поверхностей деталей; генерация КЭ-сетки.
Далее выполняются расчеты: статический,
тепловой или усталостный в зависимости от конкретных условий, результаты которых
представлены на рисунках 1-3.
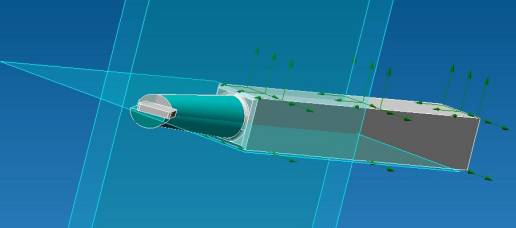
Рисунок 1 – 3D модель токарного резца с
напаянной пластиной
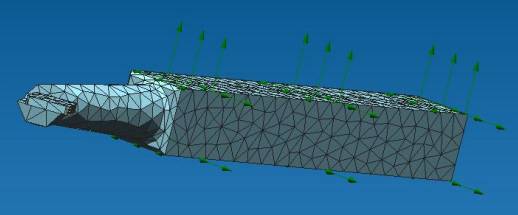
Рисунок 2 – Конечно-элементарная сетка
токарного резца с напаянной пластиной
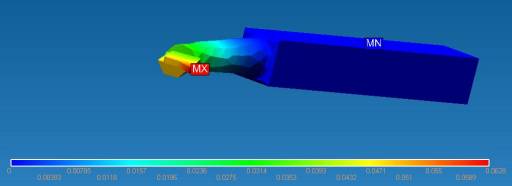
Рисунок 3 – Суммарное линейное перемещение токарного резца с напаянной
пластиной
Аналогично выполнен расчет конструкций новых
металлорежущих инструментов – резцовых сборных разверток. Исходные данные: материал
вставного зуба-резца инструмента – Т15К6, а остальные составные детали – Сталь
45. Диаметр обработки 45 мм, обрабатываемый материал – Сталь 45. Закрепление
выполняем на корпусе развертки по конусу Морзе. Режимы резания рассчитывались
по двум вариантам: s = 1,4 мм/об; n = 160 об/мин, t = 0,25 мм. Параметры нагрузки на четыре втавных зуба-резца:
Рх = 328; Ру = 612; Рz = 918; Т = 533 0С; s = 1,4 мм/об; n = 160 об/мин, t = 0,5 мм. Параметры нагрузки на на четыре втавных
зуба-резца: Рх = 656; Ру = 1144; Рz = 1836;
Т = 754 0С.
Анализ результатов прочностного расчёта
резцовой сборной развёртки и расточного резца показал, что применение резцовой
сборной развёртки даёт меньшие упругие отжатия, что повышает точность и
качество обрабатываемых отверстий деталей машин.
Применение резцовой сборной развёртки с
винтовым расположением даёт меньшее перемещение по сравнению с расположением по
одной линии, а, следовательно, меньше отклонение в продольном и поперечном сечениях в 1,2 раза, т.е.
повышается точность и качество обрабатываемых отверстий. Помимо этого уменьшается
нагрузка на каждый безвершинный зуб в 1,5 раза и повышается прочности в 1,3
раза, что увеличивает стойкость инструмента и его ресурс.
Таким образом, применение системы APM
WinMachine с модулем APM Studio при прочностном расчёте металлорежущих
инструментов позволяет повысить производительность проектирования и исследовать
его многовариантность.
Литература:
1. Замрий
А.А. Проектирование и расчет методом конечных элементов в среде APM Structure3D. – М.: Издательство АПМ, 2010. – 376
с.