УДК 621.229.323.2.771.5
Управління похибками автоматизованої обробки при закріпленні заготовок різного діаметру
О.В.Литвин
Затискні цангові патрони
широко застосовується для закріплення заготовок при обробці на токарних
верстатах. Вимоги до підвищенню точності обробки деталей безперервно
підвищуються, і ця тенденція досить важлива для розвитку сучасного виробництва. Цангові патрони використовують для центрування і затиску пруткового
матеріалу різного профілю і окремих заготовок. Відомі конструкції цангових
патронів для центрування по зовнішньому та внутрішньому діаметру: з тягнучою
цангою, які застосовують для
закріплення штучних заготовок (для орієнтування заготівки в осьовому напрямі у
середині цанги встановлений упор); з штовхаючою цангою найчастіше вживаною для
закріплення пруткової заготовки (для фіксації прутка в осьовому напрямі упор
встановлений попереду цанги) та нерухомою цангою.
Жорсткість затискного патрона, його
складальних одиниць або складових частин характеризують їх пружні деформації і поведінку під впливом
зовнішніх сил і моментів, стійкість до змін їх
форми і положення. Зворотне значення
жорсткості - податливість,
яка визначається як відношення деформації
до навантаження. Для різних режимів навантажень і деформації визначальними
є відповідні жорсткості і податливості. При визначенні
параметрів, які впливають на розрахунок пружної деформації, перед усім
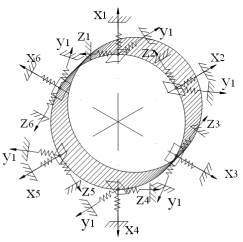
повинні розглядатися наступні лінійні: kxx, kуу, kzz , kхα, kуγ. (рис.1).
Лінійна жорсткість і кутова
жорсткість характеризуються лінійними залежностями від переміщення або кута
повороту під дією прикладеного зусилля.
Якщо плече прикладеного
зусилля відомо, можна
визначити кутову жорсткість як відношення зміни крутного
моменту до зміни кута повороту.
На експлуатаційні характеристики затискного патрона впливають також параметри
закріплення деталей. На практиці, при оснащенні токарних верстатів і верстатних
систем використовується уніфіковані затискні патрони, при проектуванні і
розрахунку яких т.з. «базові» деталі залишаються незмінними, а зміни і
доопрацювання зазнають лише деталь і елементи патрона, які що взаємодіють із
заготівкою. Тому, при одних і тих же габаритах патрону, їх гамма при незначних
змінах 2-3 деталей, може надійно закріплювати заготовки різного діаметру (але в
межах габаритів «базових» деталей).
На рис. 2 наведено
конструкцію уніфікованого цангового патрона для закріплення штучних заготовок різного діаметру. Патрон
призначений для затиску деталей по циліндричній поверхні. Забезпечує затиск
деталей в межах 70…150 мм вказаного типорозміру з допуском ±0,5 мм.
Деталі взаємозамінні. Патрон використовується ПАТ «Веркон» на верстатах мод.
ПАБ 350 та ТАК 102, 103.
|
Рис. 1. Лініцні жорсткості 6-ти
пелюсткового цангового патрону |
Рис.2. Конструкція уніфікованого цангового патрона ПАТ «Веркон» |
Основні параметри патронів
|
Позначення патрону |
Основні параметри патрону |
|||||||||||
|
Д, мм |
Д1,
мм |
Д2 мм |
Д3 мм |
Д4 мм |
Д5 мм |
Д6 мм |
Д7 мм |
А мм |
Б мм |
Кут конусу α0 |
||
|
001-000-2103-8416 |
102 |
120…128 |
154-0,05 |
160 |
104,8 |
70js6 |
М16 |
М10 |
36 |
130 |
150 |
|
|
001-000-2054-8416 |
58 |
70…80 |
104,33-0,05 |
140 |
104,8 |
70js6 |
М16 |
М10 |
36 |
130 |
150 |
|
|
001-000-2064-8416 |
64 |
80…90 |
114-0,05 |
140 |
104,8 |
70js6 |
М16 |
М10 |
36 |
130 |
150 |
|
|
001-000-2074-8416 |
72 |
90…100 |
124-0,05 |
150 |
104,8 |
70js6 |
М16 |
М10 |
36 |
130 |
150 |
|
|
001-000-2084-8416 |
82 |
100…110 |
134-0,05 |
150 |
104,8 |
70js6 |
М16 |
М10 |
36 |
130 |
150 |
|
|
001-000-2094-8416 |
92 |
110…120 |
144-0,05 |
160 |
104,8 |
70js6 |
М16 |
М10 |
36 |
130 |
150 |
|
|
001-000-2104-8416 |
102 |
120…128 |
154-0,05 |
165 |
104,8 |
70js6 |
М16 |
М10 |
36 |
130 |
150 |
|
|
001-000-2114-8416 |
110 |
128…140 |
163-0,05 |
180 |
104,8 |
70js6 |
М16 |
М10 |
36 |
130 |
150 |
|
|
001-000-2124-8416 |
122 |
140…150 |
173-0,05 |
190 |
104,8 |
70js6 |
М16 |
М10 |
36 |
130 |
150 |
|
|
001-000-2055-8416 |
58 |
70…80 |
104,33-0,05 |
165 |
133,4 |
70js6 |
М20 |
М12 |
36 |
130 |
150 |
|
|
001-000-2065-8416 |
64 |
80…90 |
114-0,05 |
165 |
133,4 |
70js6 |
М20 |
М12 |
36 |
130 |
150 |
|
|
001-000-2075-8416 |
72 |
90…100 |
124-0,05 |
165 |
133,4 |
70js6 |
М20 |
М12 |
36 |
130 |
150 |
|
|
001-000-2085-8416 |
82 |
100…110 |
134-0,05 |
165 |
133,4 |
70js6 |
М20 |
М12 |
36 |
130 |
150 |
|
|
001-000-2095-8416 |
92 |
110…120 |
144-0,05 |
165 |
133,4 |
70js6 |
М20 |
М12 |
36 |
130 |
150 |
|
|
001-000-2105-8416 |
102 |
120…128 |
154-0,05 |
165 |
133,4 |
70js6 |
М20 |
М12 |
36 |
130 |
150 |
|
|
001-000-2115-8416 |
110 |
128…140 |
163-0,05 |
180 |
133,4 |
70js6 |
М20 |
М12 |
36 |
130 |
150 |
|
|
001-000-2125-8416 |
122 |
140…150 |
173-0,05 |
190 |
133,4 |
70js6 |
М20 |
М12 |
36 |
130 |
150 |
|
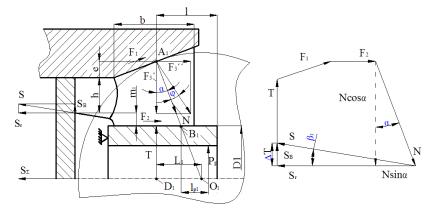
Процес затиску
заготовок з діаметрами затиску D1,
D2 и D3 (причому D1< D2 <D3
) в цанговому патроні відбувається при
наступних параметрах патрона a = b-
база затиску; l- виліт
закріпленої заготовки відносно точки А прикладення зусилля затиску в
патроні, lр – плече прикладення зусилля різання Рр відносно точки В, якавизначається перетином радіусу пружно-фрикційного
шарніру з поверхнею загтоки діаметром D,
точка А- визначає місце прикладення зусилля в стику конус цанги- корпус патрону, точка
О- центр пружно-фрикційного шарніру для даного патрону і конкретної схеми
затиску. m1>0 (кут між складовими S та Sг ![]() >0, див. рис. 4); m2 ≈ 0 (
>0, див. рис. 4); m2 ≈ 0 (![]() ≈0); m3 < 0
(
≈0); m3 < 0
(![]() <0), де m –
відхилення пелюстки цанги від горизонталі - параметр затиску заготовки, а – довжина конуса корпусу патрона
вздовж його вісі, b – довжина
(база) затиску. При цьому діаметр розточування конуса корпусу патрона
під цангу однаковий у всіх патронів. Згідно [1], розташування центру пружно-фрикційного
шарніру О1 – О3 визначається для одинарного цангового затиску відрізком ОD = Lі при зазначеній довжині затиску
b. І чим більша величина відрізка ОD , тим вище жорсткість
закріплення заготовки [2,3].
<0), де m –
відхилення пелюстки цанги від горизонталі - параметр затиску заготовки, а – довжина конуса корпусу патрона
вздовж його вісі, b – довжина
(база) затиску. При цьому діаметр розточування конуса корпусу патрона
під цангу однаковий у всіх патронів. Згідно [1], розташування центру пружно-фрикційного
шарніру О1 – О3 визначається для одинарного цангового затиску відрізком ОD = Lі при зазначеній довжині затиску
b. І чим більша величина відрізка ОD , тим вище жорсткість
закріплення заготовки [2,3].
|
Рис. 3. Розрахункова схема
цангового патрона з упором |
Рис. 4. Силовий багатокутник в
цанговому патроні з упором |
Коефіцієт підсилення в
випадку ![]() >0 складає:
>0 складає:
![]()
Для
конструкции патрона при β> 0 коефіцієт підсилення КП складає:
![]()
Для цангового
патрону в випадку β ≈0
коефіцієт підсилення КП
складає:
![]()
або
![]()
Література
1. Самонастраивающиеся зажимные механизмы: Справочник
(Ю. Н. Кузнецов, А. А. Вачев, С. П. Сяров, А. Й. Цървенков; под ред. Ю. Н.
Кузнецова.- К.:"Тэхника"; София: Гос. изд-во «Техника», 1988. - 221
с.
2. Агрегатно-модульне технологічне обладнання: В 3-х ч. / За ред. Ю.М.
Кузнєцова. – Кіровоград: Імекс ЛТД, 2004. – Ч. І. –442 с.; Ч. ІІ. – 286 с.; Ч.
ІІІ. – 507 с.
3. Кузнецов Ю.Н. Зажимные механизмы для
высокопроизводительной и высокоточной обработки резанием: монография (в 2-х
частях) / Ю.Н. Кузнецов, В.Н. Волошин, П.М. Неделчева, Ф.В. Эль-Дахаби — К.:
ООО «ГНОЗИС». — Ч.1, 2009. — 270 с.; Ч. 2, 2010. — 466 с.