Магистрант КГУ
им.Коркыт Ата
Кареке Г.Т.
Технология производства пенобетонных изделий с
применением солнечной энергии.
Проблема энергосбережения для строительной отрасли, одной из наиболее
энергоёмких отраслей народного хозяйства, является актуальной. Основные
затраты энергии при производстве железобетонных изделий на предприятиях
стройиндустрии приходятся на их термообработку при температуре 70-80 0С.
Доступность получение таких температур в гелиотехнических устройствах
позволяет использовать солнечную энергию при изготовлении различных железобетонных
конструкций в стационарных призаводских или временных полигонах.
Стабильно работающих полигонов, применяющих солнечную энергию в качестве основного
теплоносителя, не создано. Главная причина этого – отсутствие исследований,
посвященных разработке организационных и технологических решений обеспечения
предприятий стройиндустрии, учитывающих пространственно-временные изменения
поступления солнечного излучения на поверхность Земли.
Для организации производства
железобетонных изделий с использованием солнечной энергии необходимо
определить продолжительность сезона её применения в качестве основного
теплоносителя в зависимости от географического расположения полигона, оценить и
выбрать энергетически эффективные гелиотехнические устройства для номенклатуры
выпускаемых предприятие изделий. Основные критерии эффективности метода
тепловой обработки пенобетона: затраты энергии на его осуществление, показатели
прочности пенобетона после завершения, продолжительность.
Разработке гелиокамер твердения для тепловой
обработки пенобетонов и бетонов
посвящены исследования, проведенные учеными Российской Федерации и Республики Казахстан
(1,2,3), где ими рекомендуется несколько способов твердения бетона при помощи
солнечной энергии в течении года.
1.Для полигонов,
проектируемых в виде самостоятельных предприятий, призаводских и припостроечных
площадок, мобильных полигонов, основной является стендовая организационно-технологическая
схема производства. Стендовая схема производства наиболее рациональна при
изготовлении железобетонных изделий с использованием солнечной энергии (рис.
1). Она характеризуется неподвижностью форм с изделиями на протяжении всего
цикла их изготовления, продолжительность которого не превышает 1 суток при
использовании теплового воздействия на бетон (6.7) Критерием достаточности
солнечной энергии для термообработки железобетонных конструкций является набор
бетоном прочности, не менее 50% R28, обеспечивающей их распалубку,
транспортировку и складирование при сохранении продолжительности
технологического цикла их изготовления.
Рис. 1. Принципиальная
организационно-технологическая схема полигонного производства железобетонных
изделий с использованием солнечной энергии.
Зона А
– зона хранения и подготовки сырья, а также кратковременного и суточного
аккумулирования в нём солнечной энергии; Зона В – зона приготовления бетонной
смеси; Зона С – зона изготовления арматурных элементов; Зона D – зона
формования и термообработки изделий; Зона Е – зона хранения и выдачи изделий;
Зона F – зона хранения и ремонта гелиотехнических устройств; 1 – козловой кран;
2 – бетонораздатчик.
2. По
данным(1,2,3), в летне-весенне-осенний периоды года в дневное время
температура воздуха в гелиокамере достигает 60-900С, чего
вполне достаточно для процесса твердения пенобетона. В зимнее время, в
несолнечные и пасмурные дни для интенсификации процесссов полимеризации
используют тепло теплоэлектронагревателей,
расположенных в нижней части камеры. Гелиокамеры для одностадийной тепловой
обработки сборного железобетона в отличие от гелиосистемы с промежуточным
теплоносителем имеют достаточно простые конструкции, здесь не требуется
специального оборудования. Применение солнечной энергии в таких гелиокамерах в
жаркий период года и дополнительно дублирующей энергии от традиционных
источников в осенне-зимне-весенний периоды года позволяет значительно экономить
тепловую энергию. Наиболее целесообразна организация
гелиополигонов при проектировании новых предприятий по производству изделий из
пенобетонов, так как такой вариант организации гелиополигона по завершении
сезона производства работ по гелиотехнологии в связи с наступлением холодов
позволяет продолжать производство по традиционной технологии в цеховых
условиях. На рис. 2 приведена предлагаемая схема гелиополигона по
производству изделий из пенобетона.
Рис.
2. Принципиальная схема гелиополигона по производству изделий из пенобетона:
зона А-хранение и подготовка сырья; зона В-приготовление поризованной смеси;
зона С-заливка смеси в формы; зона
D-предварительное выдерживание изделий (термоосная камера); зона Е-размещение
форм с изделиями для последующей гелиотермообработки; зона G-гелиокрышки; зона F-складирование готовой продукции.
После достижения пенобетоном необходимой пластической
прочности (400…600 гс/см2), позволяющей подвергать изделия термообработке,
формы с изделиями перемещаются в зону гелиотермообработки с установкой на
поддоны, оборудованные теплоэлектронагревателями, которые способствуют
обеспечению равномерности температурного поля по высоте сечения изделий .
3. В результате анализа конструктивных
решений гелиотехнических уст-
ройств
для термообработки пенобетонных изделий с использованием солнечной энергии
естественной плотности (до 0,8 кВт/м2) приняты опалубочные формы с
прозрачным покрытием и гелиокамеры типа «горячего ящика». В опалубочных
формах с прозрачным покрытием, солнцевоспринимающей является неопалуб-ленная
поверхность бетона, происходит прямой нагрев его в условиях реализа-ции
принципа «парникового эффекта» в замкнутой системе, то есть базируется на
имеющемся опыте устройства теплиц (1). Конструкция гелиотехнических устройств,
работающих по принципу «горячего ящика» представляет собой прямоугольную
металлическую ёмкость без днища с закрепленным вокруг неё прозрачным
ограждением. Поглощают солнечную радиацию и становятся генератором тепловой
энергии крыша и вертикальные стены гелиокамеры (рис.3). В холодное время года
предусмотрен дублирующий источник тепловой энергии-насыщенный водяной пар
пропускаемый по трубам, уложенным внутри гелиокамер. Такая комбинированная
схема создает условия для дублирующего источника тепловой энергии в ночное
время, в пасмурную погоду и в осенне-зимне-весенний период.
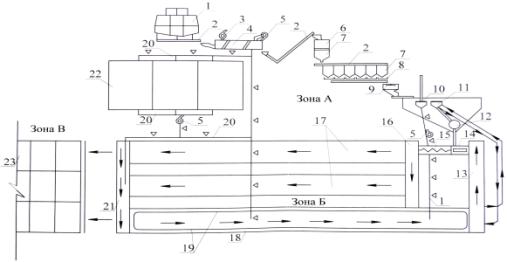
Рис.3. Схема гелиоконтейнера для
выпуска пенобетонных изделий.
1-склад заполнителей;
2-транспортер; 3-вытяжной вентилятор; 4-сушильный барабан; 5-дутьевой
вентилятор; 6-сито; 7-бункера; 8-дозатор;
9-смеситель заполнителей; 10,11-расходный бункер заполнителей; 12-пенообразователь; 13-конвейер подачи
формы; 14-пост формовки; 15-выравниватель поверхности; 16- конвейер подачи
заполненных форм; 17-солнечные камеры; 18- солнечная камера подогрева форм;
19-солнечный теплообменник подогрева; 20-воздуховоды; 21-конвейер поста
распалубки и подготовки форм; 22-солнечный воздухонагреватель; 23-солнечный
контейнер.
«А» – зона хранения и подготовки сырья, приготовления бетонной смеси, а также
кратковременного и суточного аккумулирования в нём солнечной энергии; «Б» – зона
формования и термообработки изделий; «В» – размещение
форм с изделиями для последующей гелиотермообработки.
Из
анализа [2,5] выявлено, что для ячеистых бетонов, к которым относится и
пенобетон, с учетом их особых реологических свойств [8], а также пористой
структуры, следует применять более мягкие режимы тепловой обработки, чем для
обычных бетонов. При этом относительно высокие значения температуры
изотермической выдержки (95±5 °С), применяемые при термообработке обычных
бетонов, для пенобетонов не приемлемы.
Учитывая
вышеуказанное, при разработке малоэнергоемкой технологии
термообработки с помощью солнечной энергии, позволяющей
получать изде-
лия из пенобетона высокого качества, были определены
оптимальные условия для проявления мягких режимов как прогрева, так и
остывания, а также для оптимального сочетания солнечной энергии с экзотермией
цемента.
Производство изделий из
пенобетона в районах с благоприятными погодно-климатическими условиями с
использованием для ускорения твердения при
помощи солнечной энергии требует организации определенных типов
гелиополигонов [5], возможными вариантами которых являются:
1) гелиополигоны, организуемые при проектировании новых
предприятий по производству сборных изделий из железобетона и пенобетонов
(рис.4);
2) сезонные гелиополигоны при действующих заводах
ячеисто-бетонных (желательно пенобетонных) изделий, применяющих традиционную
технологию производства;
3) выносные гелиополигоны на действующих заводах по
производству изделий из обычного
бетона.
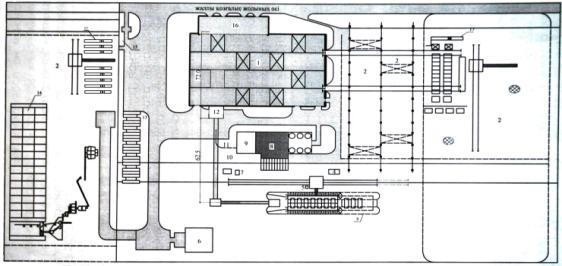
Рис. 4. 1-Корпус железобетонного завода; 2-склад
готовой продукции; 3- склад заполнителей; 4- маневровое устроиство; 5-склад
минеральных веществ; 6-склад ГСМ; 7-кузница; 8- склад цемента; 9-компрессорная;
10-подача цемента; 11- галерея подачи заполнителя; 12-бетонносмесительный цех;
13-склад арматуры; 14-схема производство изделий в солнечном камере с отдельным
складом заполнителей; 15- полубункерный закрытый склад заполнителей с грузовым
транспортом; 16-административное здание; 17-гелиополигоны.
Библиографический список
1.
Аруова
Л.Б., Применение солнечной энергии для интенсификации твердения бетона в
Республике Казахстан. Алматы. Ғылым 2003.
2.
Н.Т.Даужанов,
Б.А.Крылов, Л.Б.Аруова РГП на ПВХ «КГУ
им. Коркыт Ата», *НИИЖБ им А.А.Гвоздева. Гелиополигоны для производства изделий
из пенобетона. – вестник МГСУ ,№4. 2014 г.
3.
Сахаров
Г.П., Стрельбицкий В.П. Поробетон и
технико-экономические проблемы ресурсосбережения / Пенобетон : сб. науч. тр.
Белгород, 2003. Вып. 4. С. 25—32.
4.
Крылов
Б.А., Аруова Л.Б. Комбинированный
метод использования гелиотехнологии на полигонах /Бетон и железобетон. 1996. №
12. С. 11—13.
5.
Крылов
Б.А., Маслов В.П. Дублирующие источники энергии при
комбинированной гелиотермообработке железобетонных изделий Материалы Всесоюзного научно-практического
совещания по технологии изготовления железобетонных изделий и конструкций с
использованием климатических факторов жарких районов. Душанбе,1988. С. 44—49.
6.
Коротеев Д.Д. Термообработка бетона в опалубочных
формах с использованием солнечной энергии / Н.И. Подгорнов, Т.В. Аппарович,
Д.Д. Коротеев / Известия высших учебных заведений. Строительство. – 2009. –
№6. – С. 35-42 (перечень ВАК).
7.
Коротеев Д.Д. Теплоаккумулирующие и комбинированные
энергетические системы и установки для термообработки бетона с использованием
солнечной энергии / Н.И. Подгорнов, Д.Д. Коротеев / Известия ОрелГТУ. Строительство
и реконструкция. – 2009. – №4/24(572) (перечень ВАК).
8.
Шахова
Л.Д., Черноситова Е.С. Реологические характеристики
пенобетонных смесей / Теория и практика производства и применения ячеистого
бетона в строительстве : сб. науч. тр. Днепропетровск : ПГАСА, 2005. Вып. 2. С.
89—94.