К.т.н. Самойлова Е.М., д.т.н. Игнатьев
А.А. , д.т.н. Игнатьев
С.А.
Саратовский государственный технический
университет им. Гагарина Ю.А., Россия
ПРОГРАММНЫЙ МОДУЛЬ
ИНФОРМАЦИОННО-ИЗМЕРИТЕЛЬНОГО КАНАЛА ЭКСПЕРТНОЙ СИСТЕМЫ ПРИ ВИХРЕТОКОВОМ
КОНТРОЛЕ ДЕТАЛЕЙ ПОДШИПНИКОВ
Для поддержания качества изделий и
эффективности производства, а также при
идентификации аварийных ситуаций, при оперативно-диспетчерском контроле и
управлении объектами, при планировании производства и оптимизации режимов
обработки в машиностроении поддержку принятия решений осуществляют экспертные
системы [1].
Для визуализации, сбора, хранения и
интеллектуального анализа образной информации при организации
информационно-измерительного канала вихретокового контроля экспертной системы
поддержки принятия решения (ЭСППР) в режиме реального времени разработана
программа «Image», реализованная в среде SCADA- TRACE MODE 6 [2,3]
Данные вихретокового контроля, полученные
в режиме реального времени с помощью прибора ПВК-К2М и представляющие собой
значения для двух каналов – амплитудного и фазового, отражаются в виде графических и
численных значений параметров на соответствующих блоках
рабочего экрана (рис. 1). Выбор детали
для анализа (подшипника) производится автоматически, но и возможен в ручном (интерактивном)
режиме. Массивы данных автоматически заносятся в базу данных (БД).
Выбор одного из трех алгоритмов методики
локализации дефектов вихретокового сигнала из базы алгоритмов возможен в ручном режиме с помощью интерактивных кнопок,
заложенных в базе алгоритмов, автоматически обработка производится по методу
отсечения. Расчет признаков для
обучения нейронной сети и последующего автоматизированного
распознавания дефектов поверхностного слоя деталей подшипников, производится из
массивов значений амплитудных и фазовых каналов вихретокового контроля при
выборе интерактивной кнопкой соответствующего модуля расчета на панели БЗ
(рис.1).
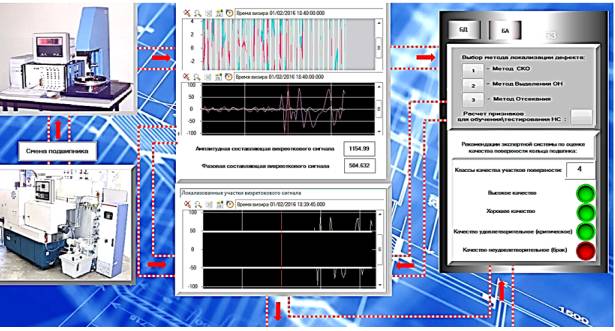
Рис. 1
Основной рабочий экран программы «Image»
Интеллектуальный анализ образной
информации в автоматическом режиме производится по методу отсечения заведомо
качественных участков поверхности детали (в нашем случае 1 и 2 класса) из
дальнейшего анализа качества поверхности с целью повышения эффективности
процесса идентификации дефекта на этапе распознавания. В режиме анализа экран программы «Image» содержит
2 экрана графиков; на одном отражены данные вихретокового контроля,
полученные в режиме реального времени с помощью прибора ПВК-К2М и
представляющие собой значения для двух каналов – амплитудного и фазового; на
втором – графические итоги работы выбранного метода локализации дефекта (одного
из трех возможных). Результаты анализа также представлены в виде рекомендаций
экспертной системы в виде 4-х бальной оценки, принятой на производстве и рекомендаций экспертной системы для оптимизации
параметров обработки, реализованной на основе базы алгоритмов.
Входные и выходные значения автоматически
заносятся в БД единого информационного пространства и могут применяться для
дальнейшей обработки и анализа.
Рабочий экран
программного модуля мониторинга ТП (рис.1) позволяет не только визуально
анализировать и контролировать качество поверхности, но и дает возможность оператору интерактивно
корректировать, при необходимости, параметры обработки вручную.
Измеряемыми
параметрами являются сигналы с
вихретокового прибора ПВК-К2М, в зависимости от анализа значений входных
параметров выдается рекомендация ЭС по качеству поверхности, а также проводится
дальнейшее распознавание локализованных дефектов по вейвлет – анализу
специально разработанного ПО. Полученные данные содержат достаточную информацию
для определения типа и местоположения дефектов, которая автоматически заносится
в БЗ системы мониторинга и, соответственно ЕИП предприятия [2,3].
Разработка ЭС для оптимизации параметров технологических процессов является
весьма актуальной в современном производстве, а их внедрение позволяет повысить
эффективность работы за счет снижения вероятности
принятия ошибочного решения и уменьшения влияния «человеческого фактора».
Литература:
1.
Самойлова Е.М. Интеллектуализация мониторинга технологического процесса
производства подшипников / Е.М. Самойлова, А.А. Игнатьев // Мехатроника, автоматизация, управление. 2013. № 4. – С. 50-52.
2.
Самойлова Е.М. Экспертные системы поддержки принятия решений при
диагностировании технологического оборудования / Е.М. Самойлова, М.В.
Виноградов // PROSPECTS OF WORLD SCIENCE - 2015. Materials
of the XI International scientific and practical conference. Sheffield. 2015. Vol.10, Technical
sciences. – Р.80-82.