К.т.н.
Дудак Н.С., к.т.н. Денчик А.И., магистрант Оспантаев М.К.
Павлодарский
государственный университет, Казахстан
Особенности обработки
безвершинным токарным резцом
Недостаток
классического резца заключается в том, что вершина резца является самым слабым
местом на режущей части, так как она работает в самых неблагоприятных условиях
резания, в результате чего снижается стойкость резца.
От
перечисленных недостатков свободен безвершинный проходной резец (БПР) (рисунок 1).
На наш взгляд конструктивные особенности
безвершинного резца создают предпосылки для снижения температуры в зоне
резания, повышения стойкости резца, снижение шероховатости.
Установка БПР на МРС представлена на
рисунке 1.
1)
БПР устанавливается таким образом, чтобы главная режущая
кромка (ГРК) находилась в плоскости параллельной оси вращения заготовки.
2)
Главная секущая плоскость должна быть перпендикулярной к оси
вращения заготовки и проходить через точку А главной режущей кромки.
3)
При этом точка А главной режущей кромки выставляется по
линии центров.
В
процессе резания участвует только часть режущей кромки – ГРК, представляющая
собой примыкающие к точке А левую и правую части режущей кромки участвующей в
резании, т.е. участок ГРК ab.
Анализ
особенностей установки безвершинного проходного резца показывает, что точки
главной режущей кромки a и b располагаются ниже и выше линии центров. Следовательно,
будет иметь место отличия геометрических параметров резца вдоль главной режущей
кромки в инструментальной системе координат (αиск,
γиск) от геометрических параметров в статической системе
координат (αсск, γсск) (рисунок 2).
В
данной работе с учётом анализа расчётной схемы и особенностей обработки были
определены следующие параметры эксплуатации безвершинного проходного резца:
hxi
– превышение (занижение) точки ГРК БПР относительно оси заготовки; txi – глубина резания в i-ом
сечении по длине ГРК; lxi,
xi – расстояние до i-го
сечения в направлении ГРК и оси заготовки соответственно; αxi, γxi –
значения задних и передних углов БПР в i-ой
секущей плоскости статической системы координат.
Выводы.
1)
Сформированы основные принципы установки безвершинного инструмента на
металлорежущий станок;
2)
Разработана электронная таблица для расчёта геометрических
параметров hxi, αxi, γxi в ИСК и ССК при
установке БПР, и расчёта профиля
обработки в зависимости от D, t и λ.
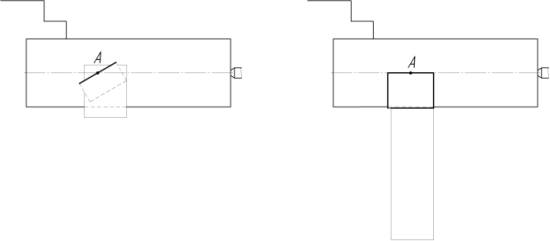
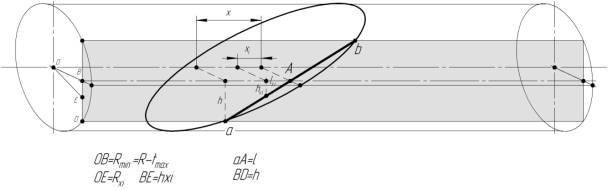
Рисунок 1
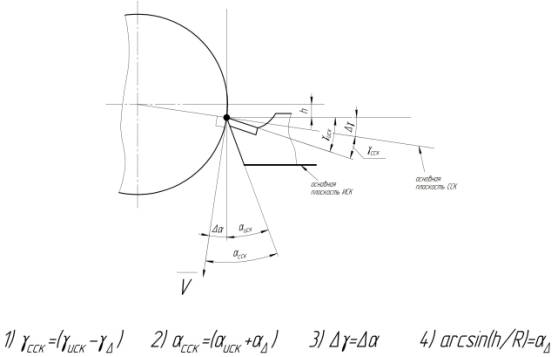
Рисунок 2
Рисунок
3
Рисунок 3
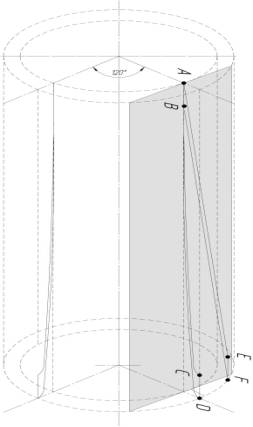
3)
Анализ формы поперечного сечения срезаемого слоя ABCD
(рисунок 3), а также анализ расчетного профиля обработанной поверхности,
позволяет констатировать:
- t (глубина резания) по длине главной режущей
кромки уменьшается с максимального значения до нуля;
- при
точении БПР возможно применение величины подачи меньше или равное величине
проекции главной режущей кромки на ось х. Например, при D = 50 мм, t = 0,5 мм,
λ = 30°, величина х ≈ 8 мм, т.е. величина подачи в данном случае
может быть ≤ 8 мм;
- при
работе новым резцом следует ожидать минимального силового воздействия на
изменение физико-механических свойств поверхностного слоя обрабатываемой
поверхности;
- при
работе резцом следует ожидать низкий уровень шероховатости обработанной
поверхности.
Не
смотря на очевидность вышеприведенных утверждений, они требуют
экспериментальной проверки.