К.т.н. Ардашев Д.В.
Филиал Южно-Уральского государственного университета в г.
Кыштыме, Россия
Исследование
взаимодействия абразивного зерна
и образца методом
единичного микрорезания
Введение. Процессы абразивной обработки удерживают лидирующие позиции в области окончательной обработки деталей мирового машиностроения. Вместе с этим шлифование является наиболее сложным процессом взаимодействия инструмента и образца. Одним из средств изучения процессов, протекающих при абразивной обработке, является ее натурное моделирование.
Постановка проблемы. Современное шлифование насчитывает более 42 обработки деталей всевозможной формы, при этом число сочетаний характеристик абразивного инструмента и обрабатываемых материалов сосчитать практически невозможно [1]. Однако, наиболее достоверным источником информации о процессах, протекающих в контакте абразивного зерна и обрабатываемого материала, является проведение прямого испытания [2, 3, 4]. Следовательно, необходимо обеспечить возможность проведения таких экспериментов без взаимосвязи с конкретной характеристикой и формой абразивного инструмента. На данном этапе стоит задача создания специального стенда.
Разработка макета стенда. При разработке конструкции стенда был принят стенд для определения характеристик высокоскоростного прерывистого шлифования [5]. Конструктивно стенд содержит станину, фотоэлектрический измеритель скорости, диск, зеркальную оправку с алмазным зерном и оптико-электронный прибор для измерения температуры по ИК-излучению. Следует отметить достаточную сложность методического и аппаратного оснащения, а также невозможность обеспечения широкого диапазона регулирования скорости деформации и автоматизированного сбора информации.
Проведя предварительные конструктивные и эскизные работы было установлено, что стенд для исследования взаимодействия инструмента и образца при высокоскоростных методах обработки должен содержать:
1. Привод вращательного движения в виде коллекторно-бесступенчатого двигателя.
2. Привод поступательного движения.
3. Диск для закрепления инструмента.
4. Инерционный динамометр маятникового типа.
5. Нагревательную установку с пирометрическим прибором.
6. Информационно-измерительную систему в виде персонального компьютера.
Наличие коллекторно-бесступенчатого двигателя в стенде позволяет варьировать скорость деформации в диапазоне 103–108 с-1. Выполнение информационно-измерительной системы в виде персонального компьютера позволит регистрировать интегральные характеристики взаимодействия инструмента и образца в режиме реального времени.
После разработки эскизного проекта стенда было принято следующее конструкторское решение: для повышение точности измерения показателей взаимодействия инструмента и образца при высокоскоростных методах обработки диск для закрепления инструмента установлен между двумя подшипниковыми опорами, а вращательное движение диска передается с двигателя при помощи ременной передачи и сменных шкивов. Наличие двух подшипниковых опор и ременной передачи позволит значительно увеличить жесткость стенда, избежать появления радиальных и осевых вибраций диска.
Принципиальная схема стенда приведена на рисунке [6].
Стенд состоит из следующих основных узлов: коллекторно-бесступенчатый двигатель 1, привод поступательного движения 2, ременная передача 3, две подшипниковые опоры 4, диск для закрепления инструмента 5, инерционный динамометр маятникового типа 6, персональный компьютер 7, пирометрический прибор 8, нагревательная установка 9, станина 10.
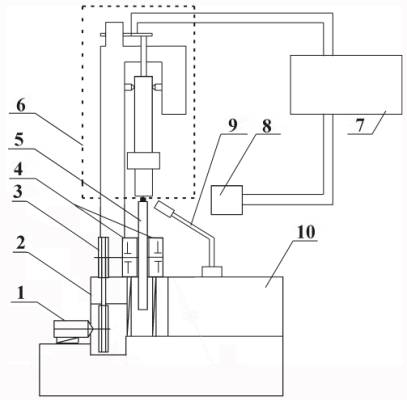
Рисунок.
Принципиальная схема стенда
Стенд работает следующим образом. Для исследования износа абразивных зерен в качестве инструмента выделяется единичный индентор (единичное абразивное зерно). После чего он устанавливается в диск для закрепления инструмента 5, с помощью коллекторно-бесступенчатого двигателя 1 и сменных шкивов ременной передачи 3 задается необходимая его скорость вращения в двух подшипниковых опорах 4. Далее, с помощью привода поступательного движения 2 производится нагружение путем взаимодействия предварительно нагретого образца материала нагревательной установкой 9, закрепленного в инерционном динамометре маятникового типа 6 (контроль нагрева осуществляется с помощью пирометрического прибора 8) и индентора. Контроль состояния режущего инструмента и интегральных характеристик его взаимодействия с образцом производится регистрацией сигнала инерционного динамометра маятникового типа 6 и пирометрического прибора 8 персональным компьютером 7. Испытание лезвийного инструмента производится аналогичным образом при температурно-скоростном режиме соответствующем исследуемому процессу.
Разработанный стенд предназначен для испытаний единичных абразивных зерен методом микрорезания для определения показателей взаимодействия инструмента и образца при высокоскоростных методах обработки:
· степени и интенсивность износа инструмента;
· обрабатываемости различных марок сталей и сплавов;
· условий стружкообразования.
Выполненные на разработанном стенде исследования контактного взаимодействия абразивного зерна с обрабатываемым материалом [7, 8] показали достаточную достоверность полученных результатов и наряду с проведенными ранее исследованиями по физико-химическому взаимодействия абразивного и обрабатываемого материалов [9] могут служить основой для создания комплексной модели износа абразивных инструментов.
Литература
1. Режимы резания на работы, выполняемые на шлифовальных и доводочных станках с ручным управлением и полуавтоматах: справочник / Д.В. Ардашев, Д.Е. Анельчик, Г.И. Буторин и др. – Челябинск: Изд-во АТОКСО, 2007. – 394 с.
2. Ардашев, Д.В. Учет эксплуатационных возможностей шлифовальных кругов при проектировании операций шлифования / Д.В. Ардашев // Международное научное издание «Современные фундаментальные и прикладные исследования», Кисловодск, 2012. – С. 102–106.
3. Ардашев, Д.В. Комплексное описание эксплуатационных возможностей шлифовальных кругов / Д.В. Ардашев // Вестник Южно-Уральского государственного университета. Серия: Машиностроение. – 2012. – № 33. – С. 113-116.2
4. Ardashev, D.V. Standardization of grinding wheels / Ardashev D.V.
Russian Engineering Research, Allerton
Press Inc.,. 2011. Vol. 31. № 9. – С. 910-912.
5. Прямое измерение интегральных характеристик высокоскоростного прерывистого шлифования / В.А. Аканович, Г.И. Буторин, В.И. Клочко, А.А. Кошин, Г.В. Пустовойт // Тезисы докладов всесоюзной научно-технической конференции: «Современное состояние и перспективы высокоскоростной фотографии и кинематографии и метрологии быстропротекающих процессов». — М.: ВНИИОФ, 1975. — С. 53.
6. Стенд для исследования взаимодействия инструмента и образца при высокоскоростных методах обработки. Заявка №2011141414/28. Пр. от 12.10.2011 г. Ардашев Д.В., Кошин А.А. Дьяконов А.А. Патент на полезную модель № 113362. Опубл. 10.02.2012, бюл. № 4.
7. Ардашев, Д.В. Фотометрический анализ стружки после шлифования различных сталей / Д.В. Ардашев // Металлообработка. – СПб: Политехника, №4, 2010. – С. 6–12.
8. Ардашев, Д.В. Влияние химического состава шлифуемой стали на гранулометрический состав стружки / Д.В. Ардашев, А.А. Дьяконов, Б.Ф. Уразбахтин // Металлообработка. – СПб: Политехника, № 5 (65), 2011. – С. 40–43.
9. Ардашев, Д.В. Химическое сродство абразивного и обрабатываемого материалов / Д.В. Ардашев // Металлообработка. – СПб: Политехника, №6, 2011. – С. 29–32.
Аннотация
В статье предложена конструкция стенда микрорезания, позволяющего оперативно, без существенных затрат на испытания проводить исследование взаимодействия инструмента и образца при высокоскоростных методах обработки – шлифование, высокоскоростное точение, фрезерование и др.
Ключевые слова: Микрорезание, абразивная обработка, взаимодействия образца и инструмента.