Д.т.н. Семенов В.М., к.т.н. Кабацький О.В., к.т.н. Бабенко
С.О.
Донбаська державна машинобудівна академія, Україна
Вплив хімічного складу шва на його
опірність утворенню гарячих тріщин при електрошлаковому зварюванні
Розробка
високоміцної добре зварюваної сталі для виготовлення великих виробів важкого
ковальсько-пресового і прокатного обладнання потребує вивчення впливу марганцю,
кремнію, хрому, нікелю, молібдену, ванадію, вуглецю, сірки на технологічну
міцність металу шва.
Стосовно до
електродугового зварювання дане питання вивчене досить широко. Проте
використовувати ці дані стосовно електрошлакового зварювання не можна.
На підставі
попередніх досліджень застосовано експресний метод оцінки зварюваності нових
сталей при електрошлаковому зварюванні. Критерієм оцінки є критична швидкість
деформації А, при якій в металі шва,
що кристалізується, ще не утворюються тріщини [1].
Нікель і
молібден вводилися в шов у вигляді дротів, вуглець - у вигляді пластин У10,
ванадій, сірка, кремній – через феросплави, хром – через дріт 10X13, марганець
– через дріт Св-10Г2.
Для
виключення впливу інших компонентів дроту і флюсу на склад досліджуваного шва
зразки зварювалися дротом Св-08 діаметром 3 мм під нейтральним флюсом
(плавиковий шпат).
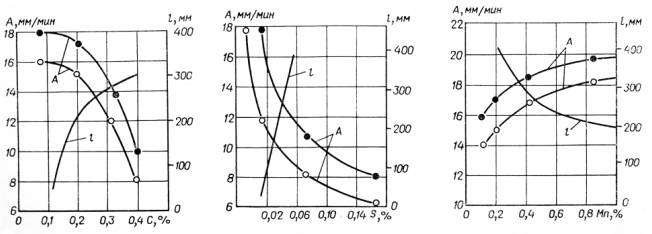
При вмісті
вуглецю більше 0,25 ... 0,3% спостерігалося різке зниження опірності А шва утворенню тріщин (рис. 1, а).
Для
визначення впливу сірки в шов вводили порошок сірчистого заліза, змішаний з
плавикового шпату. Фактичне вміст сірки в металі шва становило 0,02 ... 0,18%.
При збільшенні її вмісту лише до 0,06% критична швидкість деформації А знижувалася з 16 до 9 мм / хв. (рис.
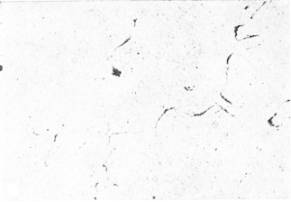
1, б). Несприятливий вплив сірки, що
пояснюється утворенням легкоплавких евтектики Fе – FеS по границях
зерен в процесі кристалізації (рис. 2), може бути зменшено шляхом зв'язування
її в тугоплавке з'єднання МnS з
температурою плавлення 1620° С. При збільшенні вмісту Мn опірність шва утворенню тріщин збільшується (рис. 1, в).
а б в
Рис. 1. Вплив
вуглецю, сірки і марганцю на опірність А
шва утворенню гарячих тріщин і довжину тріщини l: ○ – тріщини; ● – тріщин немає.

а б
Рис. 2.
Розподіл сульфідів і тріщин по границях первинних зерен металу шва з 0,06% S: а
– ×100, б – ×600.
Вміст нікелю
в шві змінювали від 0,4 до 4% за допомогою введення його порошку в зварювальну
ванну. Встановлено, що вміст Ni > 1%
зменшує величину А, що обумовлюється
утворенням легкоплавкої евтектики Ni –
NiS з температурою плавлення ~ 645°С.
На опірність шва утворенню гарячих тріщин при електрошлаковому зварюванні не чинить
вплив вміст у ньому менш 1% Si, 4% Сr, 0,3% V і 1% Мо. Відсутність
впливу цих елементів пов'язана, ймовірно, з тим, що вони не утворюють
легкоплавкі евтектики і практично не взаємодіють із сіркою [2]. Аналогічна
робота по дослідженню впливу основних легуючих елементів на опірність металу
шва утворенню гарячих тріщин при електрошлаковому зварюванні була проведена у
Швеції [3]. При цьому використовували пробу із змінною жорсткістю, що
представляє собою усічений конус висотою 525 мм, з діаметрами нижньої основи
100 мм і верхньої – 150 мм, що має отвір по осі діаметром 40 мм.
Електрошлакове зварювання здійснювали плавкою трубкою з дротом на режимі: Vсв. = 860 і 1115 мм/год., Iсв. = 450 і 550 А, U = 40 В, діаметр дроту 3,2 мм. Критерієм
оцінки опірності металу шва утворення гарячих тріщин є довжина тріщини.
Результати, отримані при електрошлаковому зварюванні цієї проби (рис. 1) і
зразків за експресним методом, добре узгоджуються, що підтверджує достовірність
встановлених залежностей і придатність обох методів дослідження. Аналіз даних,
отриманих за обома методиками дослідження, показує, що збільшення в металі шва
вмісту вуглецю і сірки різко знижує його опірність утворенню гарячих тріщин в
умовах електрошлакового зварювання. Елементи, які використовуються для легування
конструкційних сталей підвищеної міцності у звичайній кількості (крім нікелю і
марганцю), не впливають на технологічну міцність шва в процесі його
кристалізації. Нікель знижує її, а марганець підвищує. Характер впливу окремих
елементів на технологічну міцність шва, мабуть, пояснюється їх взаємодією з
сіркою. Результати даної роботи використані при розробці високоміцної сталі для
великих заготовок, що зварюються електрошлаковим способом.
Література:
1.
Семенов В. М., Ерегин А. П., Гельман А. С., Рымкевич А. Н. Экспрессный метод оценки свариваемости сталей при
электрошлаковой сварке. –
Сварочное производство, 1973. – № 8. – с. 51 – 53.
2.
Медовар Б. И. Сварка
жаропрочных аустенитных сталей и сплавов. –М. : Машиностроение, 1966.
– 500 с.
3. Lars E., Ostensson B. The influence of the weld metal
composition on hot cracking in heavy ES welds. – Scandinavian J. of
metallurgy. – 1973. – № 6. – P. 282 – 284.