Палаш В.М., Юськів В.М.,
Дзюбик А.Р.
Україна, м. Львів,
Національний університет «Львівська політехніка»
Природа «відбілювання» чавунів
під час дугового наплавлення сталевим дротом
Постановка проблеми та аналіз останніх
досліджень. Чавуни, особливо ті, у яких
значна частина вуглецю знаходиться у вільному стані (сірі, високоміцні з
кулястою формою графіту, ковкі) широко використовуються в якості
конструкційного матеріалу для виготовлення багатьох деталей машин. При їхньому
ремонті звичайно застосовуються зварювальні технології, що не вимагають
спеціального підігрівання, зокрема з отриманням стальних наплавлених шарів. У випадку електродугового наплавлення чавунів
без попереднього підігрівання існує велика ймовірність утворення у
з’єднанні ділянок зі структурою ледебуриту, наявність якого є характерною
ознакою білого чавуну. Таке “відбілювання” відбувається у тій частині
з’єднання, яка знаходилась у розплавленому стані і де під час первинної кристалізації
вміст вуглецю перевищував його максимальну розчинність в аустеніті при
евтектичній температурі. Наявність ділянок відбілу, особливо в зоні сплавлення,
як правило, спричиняє значне зниження технологічної міцності внаслідок утворення
гарячих і холодних тріщин, а також погіршення експлуатаційних властивостей наплавлених
деталей. Природа відбілювання досліджувались і раніше [1–3], але до цього часу
ще не має повної ясності щодо впливу режиму електродугового зварювання без
підігрівання чавунів на розміри та структуру ділянок відбілу.
Постановка задачі. Досліджувалися особливості природи відбілювання сірих
і високоміцних чавунів під час їхнього дугового наплавлення стальним
низьковуглецевим дротом у середовищі захисних газів : Аг, СО2; СО2
+ Аг; СО2 + О2 ; Аг + СО2 +О2 в
широкому діапазоні погонних енергій - від 100 до 3000 кДж/м, з метою
встановлення науково обґрунтованих методів впливу на розміри та структуру
ділянок відбілювання.
Виклад
основного матеріалу. Дослідження форми і
розмірів ділянок відбілу, а також
особливостей структури, здійснювалось металографічним аналізом на оптичному
мікроскопі за стандартною методикою, Для автоматичного наплавлення в середовищі
захисних газів використовували чавунні пластини товщиною 2 –
Проведені
дослідження показали, що відбілювання
має місце у різних ділянках зони сплавлення, де метал під час наплавлення
знаходився у розплавленому стані і мав хімічний склад чавуну. У ділянці
неповного розплавлення завжди існують передумови для відбілювання, тому що
рідинна фаза тут має хімічний склад чавуну. Розмір цієї ділянки прямо
пропорційно залежить від температурного інтервалу кристалізації і обернено пропорційно – від градієнту
температур в ній і в дослідженому діапазоні значень погонної енергії знаходився
у межах 30-250 мкм. Первинна кристалізація тут протікає згідно метастабільної
схеми з утворенням білого чавуну зі
структурою, близькою до евтектичної, хоча зустрічаються ділянки як
заевтектичної, так і доевтектичної структури. Продукти розпаду аустеніту в
більшості випадків - це перліто-бейніто-мартенситна суміш з різним
співвідношенням структурних складових у залежності від параметрів термічного
циклу. Слід відмітити, що відбіл тут не має чітких обрисів, що пов'язано з
особливістю розплавлення чавуну під дією дугового наплавлення. Мікроструктура
основного металу, зокрема кількість, форма і розміри включень графіту, певним
чином впливають на конфігурацію ділянок відбілювання та їхню структуру. Цей
вплив помітніший при низьких погонних енергіях, коли ступінь розчинення графіту
у розплаві істотно залежить від розмірів і форми його включень. У випадку їх
сферичної форми розчинення графіту не досягає рівноваги в більшій мірі, ніж для
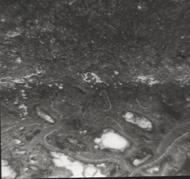
пластинчатої форми. Ділянки відбілювання переважно розміщуються навколо
частково розчинених включень графіту (рис.1 в, г). У сірих заевтектичних
чавунів ступінь розчинення графіту менша, ніж у евтектичних і доевтектичних,
і тому тут більше ізольованих, орієнтованих за графітовими включеннями, ділянок
відбілювання.
Аналіз
природи відбілювання у примежовій ділянці зони сплавлення здійснювали з позицій гідродинаміки, згідно з
якими не весь розплавлений метал бере участь у русі від діючих на нього сил. На
межі з твердим металом зони сплавлення
існує пристінний шар практично нерухомого розплаву, в якому зберігається
склад чавуну. Для визначення розмірів примежової ділянки під час ламінарного
руху розплаву у зварювальній ванні скористалися формулою товщини в'язкого
прошарку, виведеною на основі величини дотичних напружень, які виникають на
межі з нерухомою стінкою і залежністю коефіцієнта Дарсі від числа Рейнольдса
[4]. В результаті отримана формула:
 , (1)
, (1)
де ![]() -
товщина пристінного шару;
-
товщина пристінного шару; ![]() -
коефіцієнт, який враховує динамічність розплавленого металу;
-
коефіцієнт, який враховує динамічність розплавленого металу; ![]() - кінематична в'язкість
розплаву;
- кінематична в'язкість
розплаву; ![]() -
усереднена швидкість руху розплаву;
-
усереднена швидкість руху розплаву; ![]() -
гідравлічний радіус.
-
гідравлічний радіус.
У випадку турбулентного руху
розплаву за основу для виведення формули були прийняті залежності Нікорадзе і
Альтшуля для визначення коефіцієнта Дарсі в квадратичній області опору, коли
шорсткість дна ще впливає на рух розплаву [5]. В цьому випадку кінцева формула
має вид:
 , (2)
, (2)
де ∆ - величина
шорсткості русла; φ, С(n)- коефіцієнти динамічності розплаву під час
турбулентного руху.
Визначення параметрів, які
входять у наведені вище формули, здійснювалося експериментально та
експериментально-розрахунковими методами. Гідравлічний радіус розраховували як
відношення живого перерізу зварювальної ванни до її змоченого периметра.
Шорсткість русла визначали як допустиму величину виступів, при яких вона ще
впливає на опір руху розплаву. Для підрахунку усередненої швидкості руху
розплаву використовували рівняння Бернуллі для випадку руху в'язкої нестисненої
рідини. Згідно з ним, кінетична енергія плазмових потоків, які перетворюються у
кінетичну і потенціальну енергії розплавленого металу, визначається як тиск
дуги [6]. Тоді рівняння, з якого можна визначити усереднену швидкість набуває
вигляду:
![]() , (3)
, (3)
де І - сила струму; ρ -
густина металу; rа - радіус активної плями; ω - усереднена швидкість руху розплаву; h - висота підняття розплавленого металу.
Як видно з формул (1), (2),
на розміри пристінної області суттєво впливають такі фактори, як інтенсивність
перемішування розплаву, геометрична форма і розміри зварювальної ванни,
температура, поверхневий натяг та в'язкість розплаву.
В результаті двофакторного
активного експерименту вивчався вплив на відбілювання величини погонної енергії
та складу захисного середовища. З побудованої поліноміальної моделі
встановлено, що вплив погонної енергії більш суттєвий. Вплив інших параметрів аналізувався
за результатами однофакторного експерименту. Виявлено, що вплив швидкості
наплавлення найбільш значний. На відміну від окремих, ізольованих зон відбілу,
характерних для ділянки неповного розплавлення, в примежевій ділянціі він
переважно має вигляд суцільної стрічки з достатньо плавними обрисами.

а) б)


в)
г)
Рис.1 Мікроструктури відбілу сірого (а,
б) та високоміцного чавунів (в, г), одержаних при різних значеннях погонної
енергії наплавлення:
а) – 1850 КДж/м, б) – 180 КДж/м, в)
– 1640 КДж/м, а) – 230 КДж/м.
Дослідження характеру
мікроструктури та хімічного складу відбілу, який утворюється у пристінній
області, показало, що він досить неоднорідний - з віддаленням від зони
сплавлення в ньому зменшується вміст вуглецю і, відповідно, ледебуриту.
Висновки. Виконані дослідження показали, що при дуговому наплавленні чавунів
стальним низьковуглецевим дротом у газовому захисному середовищі впливати на
відбілювання, розміри та конфігурацію його ділянок, характер мікроструктури, в
залежності від місця його утворення, можна різними способами - вибором чавуну
відповідного складу і структури з урахуванням кількості, форми і розмірів
графітових включень, режимом наплавлення, характером термічного циклу, хімічним
складом зварювальної ванни.
Література
1. Елистратов П. С., Елистратов А. П. Сварка чугуна
сталью. – Минск: Наука и техника, 1984. – 208 с.
2. Грецкий Ю. Я. Влияние состава сварочной ванны на
условия кристаллизации металла у границы сплавления при дуговой сварке чугуна //
Автоматическая сварка. – 1980.
– № 12.
– С. 18 –
23.
3. Грабин В. Ф.,
Грецкий Ю.Я., Крошина Г.М., Метлицкий В.А. Металография сварных соединений чугуна.
– К.:
Наукова думка, 1987.
– 192
с.
4. Штеренлихт Д. В. Гидравлика. - М.: Наука, 1974. – 243 с.
5. Шлихтинг Г. Ф. Теория пограничного слоя. – М.: Наука, 1984. – 640 с.