Глухов
С. М., Жураковський Я. Ю.
Національний
технічний університет України
«Київський
політехнічний інститут», Україна
Автоматизація технологічного процесу
каталітичного крекінгу
Однією з проблем при
здійсненні технологічного процесу каталітичного крекінгу є вибухонебезпека та
імовірність отримання низькоякісної продукції через недотримання технологічних
норм виробництва. Впровадження системи автоматизації технологічним процесом
дозволить підвищити якість вихідного продукту та підвищити безпеку виробництва.
Метою роботи є сформулювати
постановку задачі автоматизації та розробити схему автоматизації процесу
каталітичного крекінгу.
Каталітичний
крекінг – термокаталітична переробка нафтових фракцій з метою отримання
компонентів високооктанового бензину і жирного газу з вакуумних газойлів [1]. У зв’язку із зростанням потреб у отриманні високоякіс-ного
палива і більш повноцінним використанням потужностей установ, проводиться
широке застосування висококиплячих газойльових фракцій з киплячим компонентом
540 – 580 °С.
Отримання високоякісної
сировини для подальшої переробки можна здійснити в процесі каталітичного
крекінгу з невеликою глибиною перетворення сировини. Процес проводять на
установках з ліфт-реактором і регенератором, вихід бензину в яких становить 50
– 55% з октановим числом 91 – 92,5. Необхідну
глибину перетворення сировини крекінгу досягають, поєднуючи дійсний час
контакту сировини і температуру самого процесу.
Зростання температури процесу
сприяє протіканню реакцій розкладання (газоутворення), вихід коксу має
екстремальний характер. На сучасних установках температура крекінгу становить
520 – 530 °С. Подальше підвищення температури небезпечне, а зниження
температури процесу і підвищення часу контакту призведе до швидкого
закоксовування каталізатора і втрати його активності [2].
На рис. 1
зображений фрагмент схеми автоматизації процесу каталітичного крекінгу.
Сировина – гідрогенізат перед
входом у реактор Р1 змішується з рециркулятом і водяною парою. У нижній зоні
прямотечійного реактора Р1 сировина, контактуючи з гарячим регенерованим
каталізатором, випаровується і піддається крекінгу. Основна маса каталізатора
відокремлюється від продуктів реакції в реакторі-сепараторі С5 і, пройшовши
зону відпарювання водяною парою, по транспортній лінії Т3 надходить у
регенератор РГ2, куди одночасно повітродувкою подається повітря, необхідне для
регенерації каталізатора. Регенерований каталізатор трубопроводом Т4 опускається
у вузол змішування з сировиною. Гази регенерації використовуються для
вироблення водяної пари. Пари продуктів крекінгу відокремлюються від
каталізаторного пилу у відповідних циклонах і збираються у збірних камерах,
розташованих у верхній частині апарату С5. Пароподібні продукти крекінгу направляються
в нижню секцію ректифікаційної колони (на схемі не показано), для подальшого розділення
[1].
Технологічний контроль
Фрагмент схеми автоматизації [4] процесу
каталітичного крекінгу включає в себе автоматичний контроль тиску, витрати та
температури.
Контур 4 контролює тиск в прямотечійному
реакторі Р1, в якому відбувається крекінг гідрогенізату. Контур 12 контролює витрату
парів та продуктів крекінгу на виході з реактор-сепаратора. Контур 13 контролює
температуру парів та продуктів крекінгу на виході з реактор-сепаратору.
Автоматичне регулювання
Фрагмент схеми автоматизації
процесу каталітичного крекінгу включає в себе автоматичне регулювання витрати,
температури, густини та тиску.
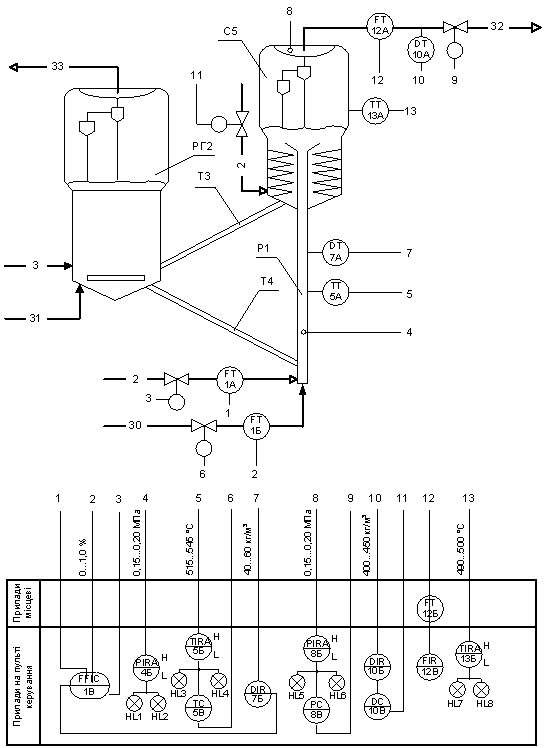
Рисунок 1 – Схема автоматизації технологічного
процесу каталітичного крекінгу
Контур 1 контролює співвідношення
витрат гідрогенізату та пари на вході в прямотечійний реактор Р1. Контур 5 контролює
температуру речовини в реакторі [3, 4]. Контур 7 контролює густину речовини в реакторі.
Контур 8 контролює тиск на виході з реактор-сепаратора, на вході до
ректифікаційної колони. Контур 10 контролює густину на виході з реактор-сепаратора.
Технологічна сигналізація та захист
Контур 4 контролює та
сигналізує тиск в прямотечійному реакторі. Контур 5 контролює та сигналізує температуру
в прямотечійному реакторі. Контур 8 контролює та сигналізує тиск в
реактор-сепараторі. Контур 13 контролює та сигналізує температуру в
реактор-сепараторі.
Висновки
В роботі розглянута схема автоматизації технологічного
процесу каталітичного
крекінгу. Зроблено аналіз вимог до автоматизації цього
процесу та запропоновані технічні рішення, що задовольняють ці вимоги. На
основі даної схеми можна скласти технічну документацію до системи
автоматизації та розробляти детальні принципові та комутаційні схеми.
Література:
1. Лукінюк М. В. Автоматизація
типових технологічних процесів: технологічні об’єкти керування та схеми
автоматизації: Навч. посіб. – К.: НТУУ «КПІ», 2008. – 14–17 с.
2. Банов П. Г. Процессы переработки нефти Часть 2: Под ред. Глаголева О. Ф. – М.: ЦНИИТЭнефтим, 2001.
– 52–56 с.
3. Бабiченко А. К. Промислові
засоби автоматизації: Навч. посіб.: за ред. Бабіченка А. К. – Х.:НТУ «ХПІ», 2003. – Вимірювальні пристрої.
4. Кваско М. З.
Проектування систем керування: навч. посібн. для студ. вищ. навч. закл., які
навчаються за напрямом «Автоматизація і комп’ют.-інтегр. технології»/ М. З.
Кваско, Я. Ю. Жураковський, А. І. Жученко, В. В. Миленький – К. : НТУУ «КПІ»,
2014. – 342 с.