Технические науки/8. Обработка материалов в
машиностроении
К.т.н.
Фролов В.К., к.т.н. Гладський М.М., Сабибіна О.О.
Національний
технічний університет України «КПІ»
Вплив
температурних деформацій на точність внутрішнього шліфування кілець
Аналіз впливу температурних
деформацій на точність внутрішнього шліфування тонкостінних кілець виконувався
за допомогою програми для кінцево-елементного аналізу ANSYS, що має можливість вирішувати
нестаціонарні теплові задачі.
Для моделювання
взято деталь у формі кільця з наступними розмірами: внутрішній діаметр 100 мм;
товщина стінки 10 мм; довжина 50 мм. Матеріал деталі – сталь Х12ВМ.
Для більш докладного уявлення процесу розвитку температурних деформацій проведено
розрахунки величин деформацій, що виникають після певного часу оброблення, який
в даному випадку визначається кількістю обертів заготовки в контакті з
шліфувальним кругом. При моделюванні визначались деформації
внутрішнього діаметру кільця після одного, п’яти, двадцяти, сорока та
п’ятдесяти його обертів. Результати моделювання приведені на рис.1 та рис.2.
|
|
|
|
а) |
б) |
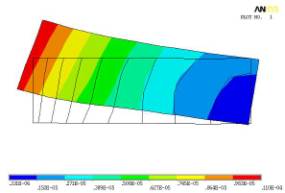
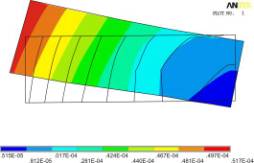
Рис.1.
Температурні деформації в поперечному перерізі оброблюваної деталі після одного
(а) та п’ятдесяти (б) її обертів
|
|
|
|
|
а) |
б) |
|
|
|
|
|
|
в) |
г) |
|
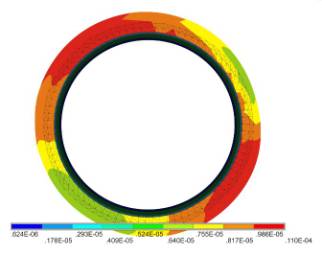


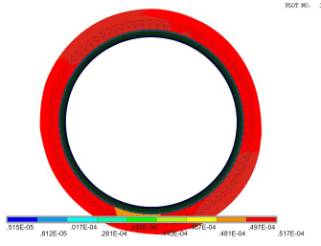


Рис.2.
Температурні деформації оброблюваної деталі після одного (а – вид з торця, б –
вид збоку) та п’ятдесяти (в – вид з торця, г – вид збоку) її обертів
Як показали
розрахунки, після п’ятдесяти обертів деталі максимальні температурні деформації мають значення 0,517∙10-4
мм, що на два порядки менше за величину поля допуску виконуваного розміру.
Однак отримані дані
не дають можливості оцінити зміну розмірів заготовки при її вимірюванні, що виконується
через певний час після оброблення. Для такої оцінки змодельовані теплові зміни,
які відбудуться в заготовці через 60 та 120 секунд після завершення процесу
шліфування.
На рис.3 показаний
розподіл температурних полів в матеріалі заготовки у міру охолодження. Дані про температуру зчитувались з поверхні
деталі в площині, що проходить паралельно торцю деталі через точку з
максимальною температурою.
|
|
|
|
а) |
б) |
|
|
|
|
в) |
г) |
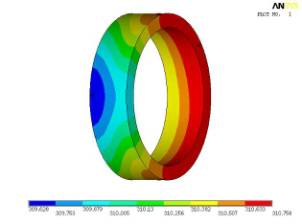
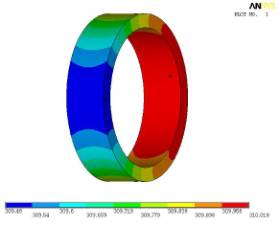
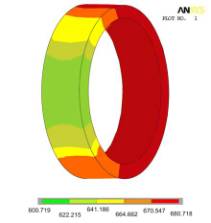
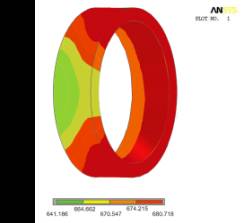
Рис.3.
Температурні поля в матеріалі заготовки після шліфування на протязі одного оберту через
60 (а) і через 120 секунд (б) та після шліфування на протязі п’ятдесяти обертів
через 60 (в) і через 120 секунд (г)
Дослідження, виконані раніше [1], показали, що максимальна температура
заготовки одразу після закінчення шліфування на протязі одного оберту складає
470˚К, а на протязі п’ятдесяти обертів – 912˚К. Через
60 секунд після завершення процесу шліфування температура знижується відповідно
до 310˚К та 680˚К.
Отримані результати представлені у вигляді графіків (рис.4).
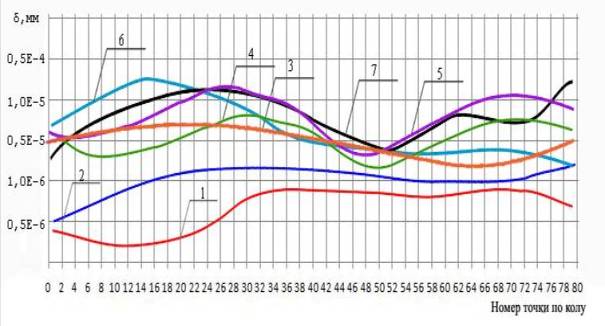
Рис.4.
Температурні деформації δ внутрішньої
поверхні кільця (1 – після одного оберту деталі; 2 – після п’яти обертів; 3 – після
двадцяти обертів; 4 – після сорока обертів; 5 – після п’ятдесяти обертів; 6 –
Через 60 секунд після 50 обертів; 7 – через 120 секунд після 50 обертів)
Аналіз цих даних дозволяє зробити висновок, що при використаних режимах шліфування
температурні деформації деталі не впливають на точність виконуваного розміру та
на результати його вимірювання після охолодження деталі.
Література:
1. Фролов В.К., Гладський М.М., Антонченко В.О.
Математичне моделювання процесу внутрішнього шліфування. Материали за IX Международна научна
практична конференция «Новината за напреднали наука – 2013», 17-25 май 2013 г.,
Том 58, Технологии, Подсекция Разработката на материалите е на инженер. София,
«Бял ГРАД-БГ» ООД, С.78-81.