Щерчук П.А., , Милько В.В
Хмельницький національний університет
ДОСЛІДЖЕННЯ ВПЛИВУ ЗАСТОСУВАННЯ ТЕРМОПАСТ НА ПАРАМЕТРИ ПРОЦЕСУ МЕХАНІЧНОЇ ОБРОБКИ
Технічний прогрес у машинобудуванні
характеризується не тільки покращенням конструкції машини, але і неперервним
удосконаленням технології їх виробництва.
На сьогодні в технології обробки
металів різання усе більшого поширення набувають застосування збірного
інструменту, який є досить продуктивним на ряду з іншими видами інструментів.
Та збірний інструмент поступається інструменту із суцільного матеріалу й
інструменту з напаяними пластинками температурними характеристиками розподілу
тепла між твердосплавною пластинкою і державкою інструмента за рахунок
шорсткості і неточності контактуючих поверхонь пластинки і державки
інструмента.
Теплові процеси, що проходять в зонах
контакту інструменту й заготовки в значній мірі впливають на ефективність
процесу обробки різанням. Для оптимальних умов роботи інструменту необхідно
знижувати температуру в зоні контакту інструменту і заготівки за рахунок
покращення контакту між твердосплавною пластинкою і державкою інструмента.
Вирішення даної проблеми може бути здійснено за допомогою
теплопровідної пасти - пластична речовина з високою теплопровідністю,
використовується для зменшення теплового опору між двома дотичними або близько
розташованими поверхнями. Зазвичай термопасти
виготовляють із синтетичної
смоли (наприклад,силікон), яка змішуються з певною кількістю теплопровідного
порошку (звичайне співвідношення 40% і 60% відповідно). Утворюється в'язка
паста білуватого або сірого кольору. Білуватий колір свідчить про застосування
оксиду цинку як теплопровідна речовина, сірий - оксиду алюмінію. У деяких
випадках може бути й оксид срібла. Термопасти не тверднуть і можуть бути легко
прибрані з поверхні на яку наноситься.


Для досліджень використовували термопасти: КПТ – 8 (робочий інтервал температур: від -60 до +180 °С і
коефіцієнт теплопровідності 0,7 Вт/(м К)), а також Titan Nano Grease (TTG-G30010)
(робочі температури: -50/+240°С,коефіцієнт теплопровідності 4,5 Вт/(м К)).
При виборі термопасти
а) б)
Рис. 1 - Типи досліджених
термопаст: а)Titan Nano Grease (TTG-G30010), б)КПТ – 8 (OOO "Химтек")
враховувалось
високотемпературний режим роботи інструменту, тому підбили пасти з високими
робочими температурами.

Для
визначення температури різання застосовується метод натуральної термопари на
токарно-гвинторізному верстаті мод. 1К62, який обладнаний
а) б)
Рис. 2. – Загальний вигляд
експериментальної установки (а) та її схема (б): 1- динамометр УДМ-600, 2 -
підсилювач УТ4-1, 3 - приладного щита; 4 - різця із механічним кріпленням
різальної пластинки з твердого сплаву та прикріпленим до нього контактом, 5
- струмознімач, 6 – гальванометр, який
під'єднаної до ЕОМ через спеціальний блок перетворення.
блоком для вимірювання температури різання або
еквівалентної їй Терс,
який складається з різця із механічним кріпленням різальної пластинки,
струмознімача й під'єднаної ЕОМ. Використовувались такі марки твердосплавних
непереточуваних пластинок Т5К10 і Т15К6 з коефіцієнтом теплопровідності λ1=20,8 Вт/м*К і λ2=12,5 Вт/м*К.
Режими різання вибирали в залежності від
оброблюваного матеріалу (Сталь 45) і отримання оптимальних результатів для обох
видів твердосплавних пластинок: швидкість різання V=65 м/хв.,
подача S=0,2мм/об, глубина
різання t=0,25 мм.
Результати досліджень фіксувались
за допомогою програми Cardiagn у вигляді графіка, який виводився на монітор ЕОМ, як показано на рисунку 4.
Кожен дослід повторювався 3 – 4 рази із цих значень
отримував середнє арифметичне.
Рис. 4 – Вивід результату досліду у вигляді графіку зміни термо-ЕРС із
часом
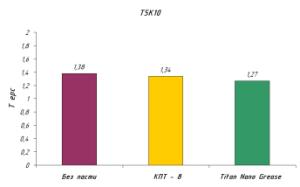
Таблиця 1 – Результати факторного
експерименту при швидкості
65 м/хв.
|
№ досліду |
Теплопровідність пластинки λ1, (Вт/м |
Теплопровідність термопасти λ2, (Вт/м |
Терс, мВ |
|
1 |
20,5 |
- |
1,38 |
|
2 |
20,5 |
0,7 |
1,34 |
|
3 |
20,5 |
4,5 |
1,27 |
|
4 |
12,5 |
- |
0,82 |
|
5 |
12,5 |
0,7 |
0,78 |
|
6 |
12,5 |
4,5 |
0,69 |
У результаті проведених досліджень було визначено , що застосування
термопасти в зоні контактування твердосплавної пластинки із державкою має
позитивний ефект на температуру в зоні різання.
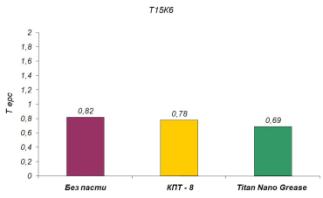
Рис. 3 - Гістограма результатів дослідів : матеріал заготовки –
сталь 45;матеріал швидкозмінної твердосплавної пластинки – Т15К6 і Т5К10;
режими різання: V=65м/хв., S=0,2мм/об,
t=0,25мм
Висновки
При режимах різання: V=65м/хв., S=0,2мм/об,
t=0,25мм; використанні твердосплавної пластинки Т15К6 результат термо-ЕРС із
термопастою КПТ – 8 був на 5% меньший,а з термопастою Titan Nano Grease
на15% на відміну від результату досліду, що проводився без термопасти.
Пластинка Т5К10 із цими режимами різання результат термо-ЕРС із термопастою КПТ
– 8 був на 3% меньший,а з термопастою Titan Nano Grease на
8% на відміну від результату досліду, що проводився без термопасти.
Література
1.Шлыков Ю.П., Ганин К. А., Контактный теплообмен, Госэнергоиздат, 1963.
2.Попов В. М. Теплообмен в зоне
контакта разъемных и неразъемных соединений. М., «Энергия», 1971. – 216 с. с
ил.