Шалтабаева
С.Т.,к.т.н., ассоц. проф. ФСТИМ, МОК КазГАСА
Удербаева С.М.,
магистрант МТДО-13, МОК КазГАСА
Особенности и преимущества современных дисковых пил LEUCO предназначенные для круглопильных станков
форматного раскроя
В статье рассматривается увеличение времени работы пилы до очередной переточки, и это увеличивает продолжительность
бесперебойной работы оборудования, а также снижает расходы на заточку.
Бұл мақалада араның жұмыс істеу
уақытын келесі егеуге дейін
ұзарту және құралдың тоқтамай
жұмыс істеуіне, сонымен қатар егеу жұмысына кететін
шығынды азайту қарастырылған .
In the
article examined increase of time
of the work
saw to the next regrind and it increases duration of trouble-free work of equipment
and also reduces charges on sharpening.
Пиление древесины - это процесс
резания древесины пилами с целью разделения ее на части. Поперечное пиление
древесины - это пиление , при которм
плоскость пропила перпендикулярна направлению волокон древесины. Продольное
пиление – это пиление, при которм плоскость пропила праллельна направлению
волокон древесины. Следовательно отличительным признаком процесса пиления
является образование в разделяемом материале пропила.
В нынешнее время на рынке дереворежущего инструмента представлен большой ассортимент
круглых пил, различающихся по конструкции корпуса, числу режущих элементов и
размерам.
Конструкции пил с каждым годом для
раскроя плитных материалов совершенствуются, изменяются условия их эксплуатации
и обслуживания, расширяется рынок плитных материалов.
В круглопильных станках режущим
инструментом является круглая пила. Резание древесины круглыми пилами
происходит за счет внедрения в нее зубьев пилы, которые разрушают межклеточные
связи, деформируют срезаемую древесину (опилки) и удаляют ее из пропила
В зависимости от применяемого оборудования и раскроя плитных материалов поштучно или пакетом
пилы можно разделить на 2 группы:
пилы для ремесленных станков и пилы для промышленных раскроечных центров с
механической подачей.
В составе и того, и
другого оборудования, за редким исключением, имеются пильные шпиндели основных
пил, а также сблокированный с основным или отдельным шпиндельем для установки подрезных пил небольшого
диаметра (80-125 мм - для станков с ручной подачей и 180-250 мм - для
раскройных центров с механической подачей), предназначенных для качественного
раскроя плит.
Основные пилы на
станках с ручной подачей используются диаметром 250-450 мм. Такие пилы имеют
особенности конфигурации профиля зубьев, в частности, ограничитель подачи и еще
они различаются по составу зуба, а также по угловым параметрам - в зависимости
от типа раскраиваемых плит (облицованные или необлицованные) и по высоте распила.
Такие
станки применяются на средних и мелких деревообрабатывающих предприятиях и
предназначаются для пиления различных плит (например, для раскроя облицованных
плит должны использоваться подрезные пилы) и на них выполняется чистовой
раскрой плит, которые в дальнейшем облицовываются кромочным материалом без
дополнительной прифуговки кромок.
Чтобы достичь высокого качества раскроя плитных материалов,
облицованных с двух сторон, на станках с ручной подачей выполняют поштучный, а
не пакетный, который влияет как на
производительность оборудования, так и на себестоимость выпускаемой продукции. Во многих предприятиях нет возможности приобрести такую технологию с кромкооблицовочные
линии, в составе которых есть фрезерные узлы для прифуговки кромок с целью
удаления мелких дефектов раскроя (сколов, вырывов и т.д.) перед наклеиванием
кромки.
На отечественных
предприятиях больше всего для раскроя плитных материалов на форматно-раскроечных
станках с ручной подачей используются пилы с чередованием зуба «трапеция -
прямой», «трапеция - трапеция» или с попеременно косозаточенными зубьями (для
чистового раскроя столярных плит). Реже применяются пилы с «дупловидной» формой
зуба и подрезные пилы с конической формой зуба или с разъемным корпусом.
Надо отметить, что у всех
пил есть и достоинства и недостатки, но только правильный подбор и длительное
тестирование их на рабочем месте могут выявить плюсы одного инструмента и
недостатки другого. Факторы, влияющие на
стойкости
пил, и качество полученных заготовок, на каждом предприятии множество.
Тут и качество плит (которое обусловлено тем, когда из каких пород древесины и с использованием какого связующего они
были изготовлены), и их тип, и состояние и уровень сервиса этих пил - на каком
станке и каким заточным оборудованием они обрабатывались, с каким съемом и на
какой подаче затачивались и т. д. И еще надо
учитывать моется ли пила и
удаляются ли с нее (и каким способом) перед заточкой нагар и налипшие частицы
плитного материала.
Очень часто деревообработчики сталкиваются с
тем, что пила до заточки работала великолепно, стойкость у нее была
превосходная, а после заточки инструмент теряет 40-50% своих первоначальных
характеристик. Причиной может быть качество сервиса, например, малый или
наоборот - большой съем материала зуба, заточка без использования СОЖ или
перегрев пилы при эксплуатации, что приводит к выгоранию кобальта (связки) и
появлению микротрещин на пластинках, которые будут только увеличиваться от
заточки к заточке и приведут к значительному снижению ресурса пилы. Еще одна
ошибка, которая обуславливает резкое ухудшение качества инструмента и пиления,
- неправильный подбор состава пластинки твердого сплава. В Европе есть
несколько заводов, на которых производят широкую номенклатуру твердосплавных
пластин для металло- и деревообработки. Например, для обработки древесных
материалов разного вида и из мягкой и твердой древесины выпускается почти два
десятка таких пластин с разными угловыми параметрами и стойкостью. Поэтому выбор пил для каждой технологической
операции с целью получить наибольший эффект
- процесс сложный,
и более «продвинутые» технологи каждый день следят за
новинками рынка режущего инструмента.
Рассмотрим особенности
эксплуатации и обслуживания пил, которые применяются на раскроечных центрах
с механической подачей. Надо отметить, что к режущему
инструменту и качеству получаемых заготовок предъявляются жесткие требования.
Причина - большая высота распила и значительные нагрузки на инструмент из-за
большой скорости подачи. Для работы на центрах в основном применяются подрезные
пилы с конической
формы.
Факторы, которые следует
учитывать при выборе основной пилы для первичного (чернового) раскроя
необлицованных плит MDF и ДСП на раскроечных центрах с механической подачей:
-
плиты
раскраиваются пакетным способом;
-
на
полотно пилы оказываются большие нагрузки:
-
пилы
должны быть изготовлены из твердого сплава (UFH) или на их зубьях должно быть
алмазное покрытие (DP), что обеспечивает максимально возможный срок службы
инструмента;
-
для
снижения нагрузки на пилу, у ее зубьев должен быть максимально большой передний
угол;
-
следует
учесть, что по кромке распила могут образовываться микроволны (волнистый
пропил) или небольшие сколы (более 1 мм);
-
для
продления срока службы пилы и ее охлаждения в процессе работы в ее теле должны
быть сделаны прорези;
-
надо
понимать, что ширина пропила - фактор, влияющий на процент выхода заготовок и
нагрузки на пилу и механизм привода;
-
должен
быть обеспечен качественный сервис пил (мойка, ремонт, заточка, правка).
Главный фактор выбора инструмента – это длительный срок службы.
Для чернового раскроя необлицованных
плит пакетным способом оптимально подойдут пилы, оснащенные пластинами твердого
сплава с чередованием формы зуба «трапеция - прямой» и «трапеция - трапеция», а
наиболее экономически целесообразным будет использование пил, оснащенных
синтетическими поликристаллическими алмазами (DP).
С новыми пилами LEUCO можно устанавливать новые
стандарты уровня шума как на холостом ходу так и при полной нагрузке.
Уровень шума
на 4 дБ меньше по сравнению со стандартным исполнением. Комфорт работы и тишина
в цеху создают замечательный рабочий климат и положительно влияют на настроение
и как следствие на качество работы сотрудников. Данный эффект достигается за
счет новой конструкции корпуса пилы. Колебания и вибрация возникающие во время работы
успешно гасятся конструкционными шлицами и орнаментами. Новые пилы LEUCO благодаря новой форме зубьев обеспечивают
ощутимо-малую силу резания, что на практике
облегчает работу.
Новый DIAMAX
от LEUCO так же обладает пониженным уровнем шума благодаря оптимированным
пазухам отбора стружки и дополнительной доработке корпуса.
Концевые
фрезы LEUCO обеспечивают экономичность и высокую производительность в области
обработки нестингом. Палету инструментов для станков с ЧПУ органично дополняют
точнейшие зажимные системы, сверла и другой высокопроизводительный концевой
инструмент.
Leuco (Германия)

Дисковые пилы с твердосплавными
напайками предназначены для форматного распила преимущественно сухой
древесины твердых и мягких пород на круглопильных станках - деление обрезной и
необрезной доски по заданной ширине.
Также
дисковые пилы применяются на следующих типах станков:
·
комбинированные станки с подвижной кареткой - продольный распил
заготовок и изделий из сухой древесины твердых и мягких пород
·
форматно-раскроечные станки - продольный распил мебельного щита
Отличительные
особенности
Дисковые пилы изготавливаются из
углеродистой инструментальной стали. Подвергаются термической обработке и имеют
твердость 42-46 HRC.
|
Наружный диаметр, мм |
Посадочный диаметр, мм |
Толщина напайки, мм |
Толщина тела пилы, мм |
Количество зубьев |
|
350 |
50 |
3,5 |
2,5 |
24 |
|
350 |
50 |
3,5 |
2,5 |
32 |
|
350 |
50 |
3,5 |
2,5 |
36 |
|
400 |
50 |
3,5 |
2,5 |
28 |
|
400 |
50 |
3,5 |
2,5 |
36 |
|
450 |
50 |
3,8 |
2,8 |
40 |
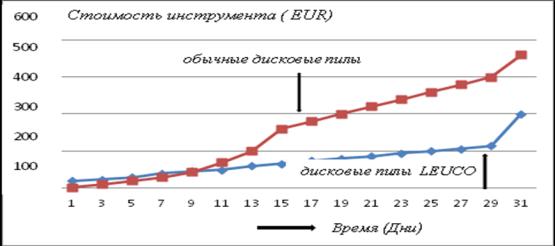
На графиках показаны зависимости
стоимости эксплуатации от времени работы инструмента. Данные на графиках
получены в результате исследований, проведенных на мебельной компании ИП «Ар-Най» в г.Алматы.
Оборудование:
ALTENDORF F45
Скорость подачи: 28 м/мин
Материал: ДСтП облицованная пленками на основе термореактивных полимеров
(ламинированная), толщина 18 мм
Дисковая пила: LEUCO
Использованная литертура
1. Якунин Н.К., Круглые пилы и их эксплутация , М., Гослесбумиздат, 1960
2. Амалицкий В.В., Амалицкий В.В.,
Оборудование отрасли , - М.: ГОУ ВПО
МГУЛ , 2006.-584 с.
3. www.atrie.de
4. www.grecon.de
5. www.prowood.org
6. Карасев, Е.И., Развитие произодства лревесных плит: Учебное пособие для
вузов. – М,:Изд-во МГУЛ, 2001
7. Санев В.И., Обработка древесины круглыми пилами . – М.: Лесная
промышленность , 1980. – 232 с.
8. Амалицкий В.В., Санев В.И.,
Оборудование и инструмент
деревообрабатывающих предприятий . – М.: Экология , 1992 – 480 с.
9. Якунин Н.К., Подготовка круглых пил к работе . М., 1980 , 152 с.
11.www.hymmen.com