УДК 674.05 Повышение точности пиления древесины круглыми пилами
Қадыркулова Г.А., магистрант МТДО-13(2), МОК КазГАСА, г.
Алматы
Шалтабаева С.Т., ассоц.проф. ФСТИМ, МОК КазГАСА, г. Алматы
Для повышения
производительности круглопильных станков в первую очередь необходимо улучшить
их использование за счет повышения коэффициентов использования рабочего и
машинного времени. Реализация этого направления повышения производительности
жестко связана с повышением технической и технологической культуры работников,
обслуживающих круглопильные станки.
Наибольшее
влияние на производительность станка оказывает величина скорости подачи
распиливаемого материала. Существует четыре ограничения скорости подачи: по
заполнению межзубовых впадин; по шероховатости поверхности пиломатериалов; по
мощности привода и по точности пиления. Из четырех скоростей подачи,
рассчитанных по этим ограничениям, принимается наименьшая.
Срезаемая зубьями
пилы стружка (опилки) размещается во впадинах между зубьями и удаляется выходя
из пропила. Принципиально возможно переполнение межзубовых впадин опилками. Это
приводит к резкому увеличению потребляемой мощности, нагреву пил, ухудшению
качества пиломатериалов. При продольном пилении древесины периферийная зона
круглой пилы нагревается сильнее центральной
Определение
скорости резания необходимо, так
как от ее величины зависит работоспособность пилы и опор пильного вала, уровень
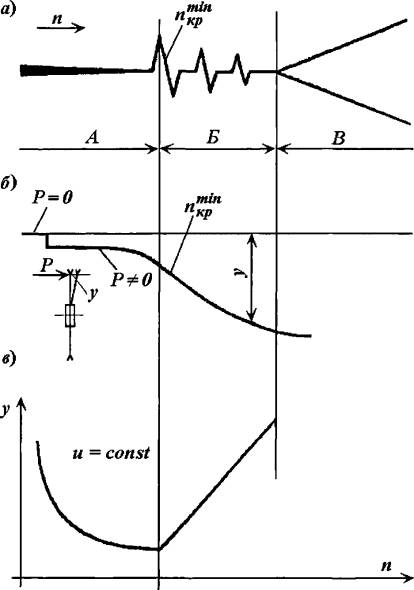
шума, шероховатость поверхности пиломатериалов и энергозатраты. Диск круглой
пилы при разгоне до предельной частоты вращения, при котором происходит его
разрушение, проходит три состояния: А, Б,В (рис.
1 ).
Состояние А характерно
тем, что торцовое биение диска пилы уменьшается с увеличением частоты вращения
(рис. 1.9а), а прогиб у под действием неподвижной силы
изменяется несущественно (рис.1.96).
Состояние Б характерно
наличием нескольких критических частот вращения пЫр отличающихся
формой колебаний (рис.1.9а). При
приложении силы Р диск прогибается в несколько раз больше чем
при состоянии А (рис.1.96). После снятия силы Р диск совершает медленные затухающие колебания
с большой амплитудой.
Состояние В характерно наличием автоколебаний (рис.
1.9а), амплитуда которых увеличивается с увеличением частоты вращения и
приводит диск к разрушению. Причина возникновения автоколебаний —
аэродинамические силы.
При постоянной
скорости подачи распиливаемого материала и росте частоты вращения пилы
отклонения прогиба ее в древесине сначала уменьшается, а после достижения
критической частоты вращения и™" увеличивается (рис.1.9в). Увеличение
точности пиления
при состоянии А объясняется уменьшением подачи на зуб и
действующих на диск пилы сил, а уменьшение точности пиления при состоянии Б - поведением диск пилы при критических и
закритических частотах вращения.
|
Рис. 1.9. Поперечное отклонение диска пилы при
увеличении частоты вращения: а) холостое вращение; б) вращение под действием
поперечной силы Р; в) пиление с постоянной скоростью подачи. Рабочая частота
вращения должна соответствовать состоянию А . При этом необходимо иметь в
виду, что проковка (вальцевание) |
Одной из причин
низкой точности пиления древесины круглыми пилами и потери ими устойчивости
является температурный перепад по радиусу диска. Борьба с вредным влиянием
температурного перепада на качество пиления ведется по двум направлениям:
повышение термоустойчивости пил и снижение величины температурного перепада.
Основные направления повышения термоустойчивости круглых пил и снижения
температурного перепада по радиусу диска даны в работе и показаны на рис. 1.10.
Термоустойчивость
можно повысить за счет увеличения толщины пилы, но идти этим путем
нецелесообразно, так как возрастают энергозатраты на резание и увеличивается
расход древесины в опилки. Эффективным путем повышения термоустойчивости
круглых пил является создание в диске пилы остаточных напряжений благоприятно
распределенных по радиусу одним из четырех способов: проковкой, вальцеванием,
термопластической обработкой, автофретгированием.
Проковка - это
обработка средней зоны диска с двух сторон инструментом бойкового типа (пилоправными
молотками на пилоправной наковальне) [54]. Вальцевание - прокатка средней зоны
пилы между двумя стальными закаленными роликами на вальцовочном станке.
Проковку целесообразно использовать в тех случаях, когда пилы имеют низкую
плоскостность и требуется их правка. Вальцевание целесообразно использовать для
пил высокой плоскостности и при наличии высокоточных вальцовочных станков.
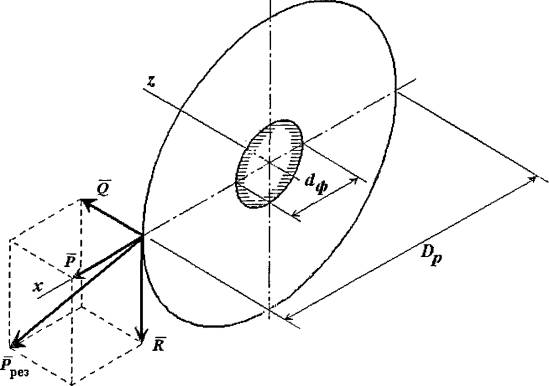
При пилении на древесину
действуют со стороны зубьев пилы силы резания. Следует различать силу резания,
приходящуюся на один зуб и окружную силу резания, равную векторной сумме сил
резания всех зубьев, одновременно действующих в пропиле [51]. Сила резания
может быть разложена на три составляющие (рис. 1.13): Я -
касательную (тангенциальную), Р - нормальную (радиальную) и
£) - боковую (осевую). Касательная сила Я совпадает с направлением
скорости резания. Нормальная сила Р перпендикулярна к
касательной и действует по радиусу диска пилы. Боковая сила () зависит от
строения древесины, точности подготовки пилы и установки ее в станок, точности
работы узла резания и механизма подачи. Касательную силу часто называют условно
силой резания, что не совсем верно.