Костюшко
В.О.
(НТУУ «КПІ», м. Київ)
Дослідження
коефіціента використання матеріалу при газотермічному напиленні
Одним
із основних показників газотермічного напилення покриттів є коефіціент
корисного використання матерілу (КВМ). Якщо вихідним матеріалом для напилення
покриттів є порошок, то це буде коефіціент використання порошку. При
газотермічному напиленні КВМ визначається як відношення маси матеріалу у
покритті mn до загальноъ маси матеріалу, поданного
у газовий струмінь mo :
![]()
Де β = КВМ.
КВМ завжди менший від одниці, що
пов’язано з втратами матеріалу, що напиляється,
в осномному на відстрибування твердих частинок, розбрискування та
випаровування перегрітих частинок.
Відстибування частинок від поверхні
основи викликано недостатнім нагрівом деяких частинок (великого діаметра та
тих, що рухаються перефирією струмення, у результаті чого вони мають недостатню
пластичність для деформації та малий запас енергії для утворення сил зв’зку.
Випаровування зумовленно перегрівом
чатинок до температури випаровування. Особливо помітні витрати на
випаровування при напилені матеріалів з високою пружністю пари.
Підвищення
температури частинок призводить до збільшення КВМ. Подальше підвищення
температури призводить до його зниження через втрати на розбризкування та
випаровування. Таким чином, КВМ залежить, при газотермічному напиленні від
інтенсивності нагріву матеріалу.
Якщо
напилюється важкоплавкий порошок, наприклад оксидний, то втрати на
розбризкування та випаровування відсутні, тому самий високий КВМ
спостерігається коли порошок попадає у найбільш високотемпературну область
плазмового струмення і знаходиться у ній подовше.
Якщо
напилюється легкоплавкий матеріал, наприклад сплав, що самофлюсується на
нікелевій основі, то КВМ має екстремальний характер.
При
електродуговому напилені з підвищенням потужності дуги КВМ безперервно
зменшується. Це пов’язано з тим, що при цьому методі напилення ведеться тільки розплавленими
частинками. Тому збільшення потужності дуги призводить до перегріву розплаву і
збільшеня втрат на розбризкування та випаровування.
Характерними
значенями КВМ для плазмового та детонаційного напилення є 0,3…0,6 для
електродугової металізації 0,6…0,7 для газополуменевого – 0,6…0,95.
Високі значення
КВМ для газополуменевого напилення обумовленні подачею матеріалу у центральну
зону струмення, що забезпечує однорідність умов її нагріву.
В даній роботі
ми вивчали коефіціент використання матеріалу при газотермічному напиленні. Дані
досліджень занесено до таблиці 1.
Таблиця 1 –
Результати досліджень
|
Вага пластини |
Струм дуги. A |
||
|
До напилення |
Після
напилення |
||
|
56 |
86 |
100 |
|
|
72 |
62 |
200 |
|
|
62 |
107 |
300 |
|
|
58 |
98 |
400 |
|
З
отриманих данних було розрахованно значення β, та було побудовано графік
залежності КВМ від струму.
β
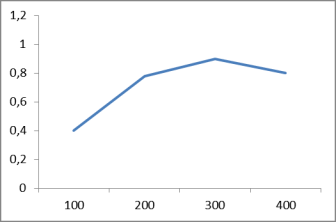
I, A
Рисунок 1 – графік залежності КВМ від струму
Провівши дослідження по електродуговому напиленні матеріалів
ми дослідили вплив сили струму на коефіціент використання матеріалу. З дослідів
отримали КВМ: β1=0,4; β2=0,78; β3=0,9; β4=0,8, побудували
графік залежності (рис. 1) відповідно до сили струму 100,200,300,400A. Звідки випливає, що КВМ збільшується зі збільшенням сили
струму (100-300А). Це обумовлюється тим, що при низьких температурах
відбуваються втрати в основному на відстрибування твердих частинок. При силі
струму 300А спостерігається максимум КВМ. Подальше збільшення температури
призводить до перегріву розплаву і це зумовлює збільшення втрат на розбризкування
та випаровування, зменшується коефіціент використання матеріалу.