К.т.н., проф. П.А.
Кузнецов; дипл. Кузнецова М.А.; асп. Тханг Н.Т.
Санкт – Петербургский
государственный политехнический университет, Россия
Методика определения и исследования
прочности соединения слоев биметаллических спеченных материалов
Для создания новых машин и аппаратов,
интенсификации технологических процессов необходимы материалы с повышенными
антикоррозионными, прочностными и другими
эксплуатационными свойствами. К числу таких относятся композиционные
слоистые материалы, состоящие из двух и более металлов или сплавов. Сравнительно
новой и недостаточно исследованной является среди композиционных материалов
группа биметаллических спеченных порошковых материалов [1]. Важной задачей при
изготовлении и исследовании биметаллических материалов и изделий из них
является определение прочности соединения их слоёв. Большинство методов
исследования прочности соединения слоёв разработано и применяется для компактных материалов и не всегда
может быть использовано для
исследования порошковых биметаллических изделий. В зависимости от физических
свойств порошковых материалов каждого из прессуемых слоёв, технологических параметров их уплотнения и спекания
требуются различные варианты изготовления
биметаллических изделий. Основными вариантами изготовления биметаллов из
порошков можно считать следующие [2]:
Вариант
1 – совместная послойная засыпка порошков, совместное одновременное прессование
и совместное спекание.
Вариант
2 – засыпка порошка первого слоя и его прессование, последующая засыпка и
прессование следующего слоя, совместное спекание.
Вариант
3 – прессование и спекание порошкового слоя
с более высокой температурой спекания. Напрессовывание второго слоя и
совместное спекание при температуре спекания второго слоя.
Вариант
4 – раздельное прессование слоёв, раздельное спекание и соединение слоёв путём
пластической деформации.
 Наиболее технологичными
вариантами изготовления широкой гаммы биметаллических изделий являются варианты
2 и 3. На основании этого была разработана новая методика определения
прочности биметаллических материалов, которая включает в себя изготовление
биметаллических образцов в виде дисков, один из слоёв которого является
основой, а другой, соответственно, – рабочим слоем. На рисунке 1 представлена
одна из возможных схем прессования биметаллических образцов в виде дисков.
Наиболее технологичными
вариантами изготовления широкой гаммы биметаллических изделий являются варианты
2 и 3. На основании этого была разработана новая методика определения
прочности биметаллических материалов, которая включает в себя изготовление
биметаллических образцов в виде дисков, один из слоёв которого является
основой, а другой, соответственно, – рабочим слоем. На рисунке 1 представлена
одна из возможных схем прессования биметаллических образцов в виде дисков.
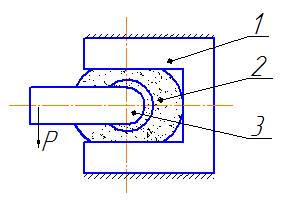
Рисунок 1 – Принципиальная
схема устройства для напрессовки внутреннего порошкового слоя на наружный слой
биметаллического диска
1 – плита; 2
– зажим; 3 – втулка;
4 – верхний
пуансон; 5 – порошок внутреннего слоя; 6 – наружный слой;
7 – нижний
пуансон; 8 – матрица;
9 –основание
В соответствии с представленной схемой наружный
слой биметаллического образца в виде предварительно спрессованного кольца 6
помещается в матрицу 8, установленную на основании 9, и фиксируется на нижнем
пуансоне 7 втулкой 3 и зажимом 2. В полости кольца 6 и втулки 3 насыпается
порошок внутреннего слоя 5, который под действия усилия пресса Р, передаваемого
через верхний пуансон 4 и плиту 1, уплотняется и одновременно напрессовывается
на внешний слой. Спрессованный биметаллический образец спекается при
температуре, оптимальной для спекания порошков обоих материалов, т.е.
соответствующей рабочей температуре реального технологического процесса.
После минимальной механической
обработки образцы в виде дисков можно использовать при большинстве способов существующих
испытаний. На рисунке 2 представлены основные принципиальные схемы испытаний
биметаллических образцов.

а. 1
– пуансон; 2 – внутренний слой;
б. 1 – фиксатор; 2 – образец;
3
– внешний слой; 4 – опора 3 – рычаг для зажима внутреннего слоя
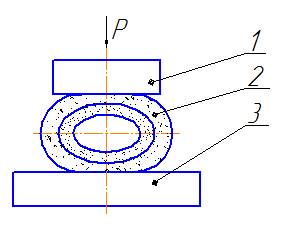
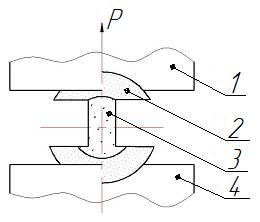
в. 1 – верхний зажим; 2 – внешний слой; г. 1 – верхняя плита;
3 – внутренний
слой; 4 – нижний зажим 2 – образец; 3 – опора
Рисунок 2 – Принципиальные схемы испытаний биметаллических
образцов:
а – на продольный срез; б – скручивание; в –
отрыв; г – «сплющивание»
Одним из методов повышения прочности соединения
слоев спеченных биметаллических
материалов является пластическая обработка. Предлагаемая методика позволяет исследовать
её влияние на прочность соединения слоёв.
В качестве примера, на рисунке 3 показана схема сферодвижной
раскатки спеченных дисков. Варьирование толщиной регулируемого упора
обеспечивает заданную степень деформации, а, следовательно, величину плотности
слоёв и прочности их соединения.
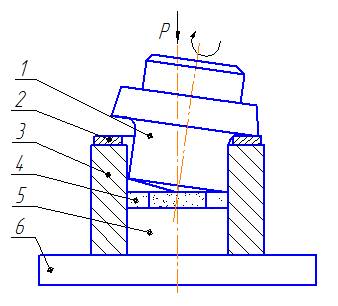
Рисунок 3 – Принципиальная схема сферодвижной раскатки спеченных биметаллических
образцов:
1 – валок; 2 – регулируемый упор;
3 – матрица; 4 –
образец;
5 – опора; 6 – плита
В заключение можно выделить следующие
преимущества метода:
-
технологичность, простота изготовления биметаллических образцов из различных
порошковых материалов и хорошая
повторяемость опытов;
-
возможность варьирования в широких пределах режимов прессования и спекания для получения образцов различной
плотности и прочности;
-
возможность исследований различных схем испытаний (на срез,отрыв и т.д.) на образцах,
полученных при одних и тех же режимах их изготовления.
Литература
1. Порошковая металлургия.
Материалы, технология, свойства, области применения: Справочник/И.М.
Федорченко, И.Н. Францевич, И.Д. Радомысельский и др.; Отв. ред. И.М.
Федорченко.- Киев: Наук.думка,
2.
П.А. Кузнецов, Т.Т. Нгуен, Ф.А. Демчук «Методика выбора рационального технологического варианта
эластостатического прессования композиционных слоистых втулок из порошковых
материалов».// Металлообработка, 2009. -№6(54).-с.25-27.