К. т. н., доцент Ковальова Л.І.
Національний технічний університет України
«Київський політехнічний інститут», Україна
ГЕОМЕТРІЯ ЗАДНЬОЇ ПОВЕРХНІ ЗБІРНИХ
ФАСОННИХ ФРЕЗ
У збірних фасонних фрез, з технологічних міркувань, задня поверхня інструменту приймається як поверхня обертання. Затилування по поверхні обертання у відповідному пристосуванні, яке нагадує корпус фрези із зміщеними на певну величину пазами. Після обточування ножів в пристосуванні їх переставляють в корпус фрези.
Відомо, щоб на торцевій ділянці різальної кромки
отримати позитивні задні кути, вісь пристосування необхідно розташувати під
кутом e до вісі фрези
[1]. Проте задача аналітичного профілювання таких фрез не вирішена.
Метою роботи є знаходження профілю задньої поверхні
обертання збірних фасонних фрез, утворення якої проводиться в корпусі
пристосування з похилими пазами, і виведення аналітичних залежностей для
розрахунку нормальних задніх кутів в будь-якій точці різальної кромки.
Для, того щоб виготовити задню поверхню обертання
необхідно знати її профіль, тобто знайти лінію перетину задньої поверхні з
площиною, що проходить через вісь пристосування.
На рис. 1 зображена схема пристосування, в якому
проводиться обточування ножів фрези. Для, того щоб на вершині зуба фрези отримати після обточування необхідні задні
кути, зміщують передню площину з вісі пристосування, так, щоб забезпечити
необхідну величину зсуву h. Горизонтальний слід передньої площини нахилений під
кутом ![]() . Тобто при прямих пазах в корпусі фрези, пази в
корпусі пристосування виконуються похилими. Шляхом обертання навколо
вертикального сліду Р
. Тобто при прямих пазах в корпусі фрези, пази в
корпусі пристосування виконуються похилими. Шляхом обертання навколо
вертикального сліду Р![]() суміщаємо передню площину з площиною V. У суміщеному
положенні зображаємо у натуральну величину різальну кромку АВ. Зворотним
поворотом навколо сліду Р
суміщаємо передню площину з площиною V. У суміщеному
положенні зображаємо у натуральну величину різальну кромку АВ. Зворотним
поворотом навколо сліду Р![]() передня площина разом з різальною кромкою приводиться
в початкове положення і визначаються
проекції А1В1 і А2В2 різальної
кромки на площини H і V. Обертаємо різальну кромку АВ навколо вісі
пристосування. При цьому кожна точка різальної кромки описуватиме коло, яке у
натуральну величину проектується на площину V, а на площину Н – в слід,
паралельний вісі V/H. Сукупність таких кіл буде задньою поверхнею. Розтинаємо
її площиною N, паралельною площині Н, що проходить через вісь пристосування.
Шуканий профіль задньої поверхні проектується
у натуральну величину на площину Н. Це буде лінія А0В0.
передня площина разом з різальною кромкою приводиться
в початкове положення і визначаються
проекції А1В1 і А2В2 різальної
кромки на площини H і V. Обертаємо різальну кромку АВ навколо вісі
пристосування. При цьому кожна точка різальної кромки описуватиме коло, яке у
натуральну величину проектується на площину V, а на площину Н – в слід,
паралельний вісі V/H. Сукупність таких кіл буде задньою поверхнею. Розтинаємо
її площиною N, паралельною площині Н, що проходить через вісь пристосування.
Шуканий профіль задньої поверхні проектується
у натуральну величину на площину Н. Це буде лінія А0В0.
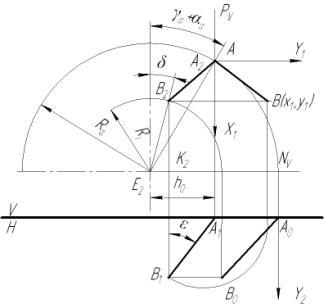
Рис. 1 – Схема пристосування для обточування ножів фрези
Розглядаючи наведену графічну побудову, отримуємо наступні аналітичні залежності для розрахунку профілю задньої поверхні обертання зуба фрези:
![]() ,
,
де ![]()
![]()
![]() ;
; ![]() ;
;
![]() - координати точок різальної
кромки;
- координати точок різальної
кромки; ![]() - координати
точок задньої поверхні обертання зуба фрези;
- координати
точок задньої поверхні обертання зуба фрези; ![]() - радіус
фрези.
- радіус
фрези.
Форма різальної кромки зуба збірної фрези, затилованої по колу, визначається аналогічно фасонним фрезам, затилованим за архімедовою спіраллю [2].
Визначимо задні кути в
затилованих по колу збірних фрез. На рис. 2 зображена у вибраній системі площин
проекції передня площина Р зуба фрези, положення якої визначається прийнятою величиной переднього кута ![]() у вершинній
точці А зуба фрези. У передній площині під кутом j йде різальна кромка АВ. У
довільній точці В(x1,y1) різальної кромки знайдемо задні кути
у вершинній
точці А зуба фрези. У передній площині під кутом j йде різальна кромка АВ. У
довільній точці В(x1,y1) різальної кромки знайдемо задні кути ![]() при їх
вимірюванні в нормальному до різальної кромки перетині. У корпусі пристосування
(рис. 3) зображаємо в системі V/H положення передньої площини Р, яке
визначається кутом
при їх
вимірюванні в нормальному до різальної кромки перетині. У корпусі пристосування
(рис. 3) зображаємо в системі V/H положення передньої площини Р, яке
визначається кутом ![]() . Знаходимо в передній площині пристосування різальну
кромку АВ, проекції якої позначені А1В1 і А2В2.
Швидкість
. Знаходимо в передній площині пристосування різальну
кромку АВ, проекції якої позначені А1В1 і А2В2.
Швидкість ![]() обертання точки
В навколо вісі пристосування йде по лінії ВС (її проекції В1С1
і В2С2).
обертання точки
В навколо вісі пристосування йде по лінії ВС (її проекції В1С1
і В2С2).
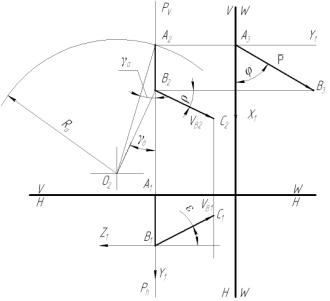
Рис. 2 – Схема визначення
вектора швидкості точки B
Переходимо до нової
системи площин проекцій V1/H, в якій площина Р, аналогічно рис. 2,
зображується як площина паралельна площини W. У цій системі положення швидкості
![]() точки В характеризується кутами
точки В характеризується кутами ![]() і
і ![]() . Відповідно до побудови матимемо:
. Відповідно до побудови матимемо: ![]() .
.
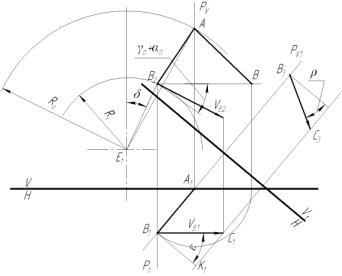
Рис. 3 – Схема визначення задніх нормальних кутів в корпусі пристосування
Знаючи кути ![]() і
і ![]() на рис. 3 зображаємо швидкість
на рис. 3 зображаємо швидкість ![]() обертання точки
В навколо вісі пристосування. У системі V1/H вона записується таким
чином:
обертання точки
В навколо вісі пристосування. У системі V1/H вона записується таким
чином:
![]() .
.
Вектор ![]() , що йде по різальній кромці, буде:
, що йде по різальній кромці, буде: ![]() .
.
Тоді нормаль до задньої поверхні визначається по співвідношенню:
 .
.
Швидкість ![]() обертання точки
В різальної кромки навколо вісі фрези буде:
обертання точки
В різальної кромки навколо вісі фрези буде:
![]()
де ![]()
Нормаль ![]() до поверхні
різання, поверхні обертання різальної кромки навколо вісі фрези буде:
до поверхні
різання, поверхні обертання різальної кромки навколо вісі фрези буде:  .
.
Задній кут ![]() у нормальному
до різальної кромки перетині буде:
у нормальному
до різальної кромки перетині буде:
 .
.
Підставляючи замість ![]() і
і ![]() їх значення,
матимемо:
їх значення,
матимемо:
![]() .
.
Розглянемо точку різальної
кромки, в якій ![]() ,
, ![]() ,
,
 .
.
Розглянемо торцеву точку
різальної кромки, в якій ![]() . Тоді матимемо:
. Тоді матимемо: ![]() .
.
Отже, при даному способі
затилування по колу створюються позитивні задні кути як у вершинній точці (![]() ) різальної кромки зуба фрези, так і на торці зуба при
) різальної кромки зуба фрези, так і на торці зуба при ![]() . Таким чином, даний спосіб затилування по колу
аналогічний кутовому затилуванню цільних фрез за архімедовою спіраллю.
. Таким чином, даний спосіб затилування по колу
аналогічний кутовому затилуванню цільних фрез за архімедовою спіраллю.
Література:
1. Родин П.Р. Металлорежущие инструменты: Учебник для вузов. - К. :Вища школа, 1986.-
455 с.
2. Металорізальні інструменти. Ч.II: Навчальний посібник// П.Р. Родін та інш. – К.
ІСДО, 1993.-180 с.