Д.т.н. Семенов В.М., к.т.н. Кабацький О.В., к.т.н. Бабенко
С.О.
Донбаська державна машинобудівна академія, Україна
Деформації при електрошлаковому зварюванні легованих сталей
При розробці
технології електрошлакового зварювання необхідно враховувати величину зазору
між з'єднуваними крайками безпосередньо біля шлакової ванни. У разі малого
зазору можливе замикання мундштуків на виріб (зокрема при зварюванні плавким
мундштуком деталей з протяжними швами). Занадто великі зазори збільшують
тривалість зварювання і створюють небезпеку проплавлення металу з боку бічної
поверхні формуючих пристроїв.
Для
забезпечення сталого процесу зазор біля поверхні шлакової ванни повинен
становити 32...35 мм. Ця величина визначається складальним зазором, котрий
задається з урахуванням товщини мундштуків, ізоляції їх в розділці та
очікуваного переміщення кромок при зварюванні. Останнє залежить від протидіючого
моменту ваги заготовок, теплової потужності процесу, матеріалу і товщини
заготовок. Переміщення кромок, за винятком місцевих деформацій всередину розділки
(випучування), можуть бути заборонені зовнішніми зв'язками (складальними
планками, сухарями, вставленими в зазор, та ін.) Встановлено, що при
електрошлаковому зварюванні відбуваються деформації в основному двох видів:
температурні внаслідок неодночасного і нерівномірного скорочення остигаючої
частини з'єднання і структурні внаслідок γ→α-перетворень [1].
Дослідження
[2] показали, що при зварюванні виробів із сталі типу 25ГС зазор між кромками у
шлакової ванни зменшується не більше ніж на 5...6 мм. Наявні відомості про
деформації при електрошлаковому зварюванні легованих сталей [1] можуть бути
використані лише після підтвердження на практиці при виготовленні різних
деталей. Тому при визначенні зазорів найчастіше доводиться користуватися
дослідними даними.
У зв'язку з
необхідністю здійснення електрошлакового зварювання великих виробів із сталей
20ХНМФ, 25Х2ГМТ, 20Х2МА та ін. було вивчено характер і величину переміщень
з'єднуваних крайок. Для порівняння досліджувалися деформації при електрошлаковому
зварюванні аналогічних за розмірами деталей із сталі 25ГС. З цією метою на
кромки деталей по довжині стику керном наносили мітки, відстань між якими (база
200 мм) вимірювали до, в процесі і після зварювання. Вимірювання проводили на
виробах з прямолінійними і кільцевими швами. Складені під зварювання деталі
кріпили складальними планками 40×200×400 мм. Для фіксування оптимального зазору (32...35 мм) вгорі стику
розміщували утримуючі сухарі товщиною 35 мм. Зібраний виріб встановлювали на опори
таким чином, щоб момент від його ваги сприяв розкриттю зазору.
Результати
вимірювань представлені на рис. 1. На вертикальній осі вказано розташування
контрольованих точок, на горизонтальній осі – переміщення однієї кромки виробу
Δ. Графіки показують, що величина і характер переміщення кромок при
електрошлаковому зварюванні кільцевих і прямолінійних швів різні. При виконанні
кільцевих швів на вуглецевих і легованих сталях є ділянка найбільших
переміщень. Ця ділянка займає приблизно чверть окружності від початку
зварювання. Як правило, на всіх ділянках кільцевих швів кромки зближуються (за
винятком місця замикання шва, де кромки практично не зближуються через жорсткість
з'єднання).
При
зварюванні прямолінійних швів кромки можуть зближуватися або розходитися.
Враховуючи,
що результати вимірювань (рис. 1, в, г) отримані при зварюванні в практично
однакових умовах (подібність розмірів заготовок, близькі режими зварювання),
помітне розходження у величині переміщень і характері їх тимчасової залежності
можна пояснити, використовуючи відомі положення роботи [1], і пояснити схемою,
наведеною на рис. 2. Якщо центр ваги зони структурних
γ→α-перетворень, що супроводжуються збільшенням обсягу металу,
знаходиться нижче нейтральної лінії виконаної ділянки шва Lш (рис. 2, а), розширення металу від структурних
деформацій викликає вигин цієї ділянки з утворенням кутових деформацій, які
призводять до закриття зазору. Після переходу центру ваги зони
γ→α-перетворень через нейтральну лінію виникнуть кутові деформації,
що сприяють розкриттю зазору (рис. 2, б). Чим нижче температура структурних
перетворень у сталі, тим на більшій ділянці шва позначаються структурні
перетворення, що призводять до закриття зазору [1].
У сталі
20ХНМФ, γ→α-перетворення якої (визначені дилатометричним
способом на заводі) відбуваються при 650-700°С, вплив структурних деформацій на
закриття зазору позначається на ділянці шва довжиною 1800 мм. У цей момент
скоби погано перешкоджають кутовим деформаціям, в результаті чого температурні
і структурні деформації, діючи в одному напрямі, закривають зазор на значну
величину (~ 16 мм). У сталі 25ГС, γ→α-перетворення якої
зміщуються в область більш високих температур (750-800°С), структурні деформації
сприяють закриттю зазору тільки на початку зварювання до Lш = 750 мм. При цьому ефективно діють складальні
планки і скоби, а також момент від ваги заготовок, що зменшує закриття зазору
(~ 6 мм). Надалі (при Lш
= 750 мм) зазор залишається практично постійним, а при Lш ≥ 1350 мм в
результаті зміни знака структурних деформацій зазор розкривається.
Вивчення
величини і характеру переміщень кромок на великих виробах з легованих сталей
дозволило використовувати отримані дані при розробці технології електрошлакового
зварювання інших деталей. З урахуванням цих даних були зварені потужний
гідравлічний прес і безшаботний молот (рис. 3).
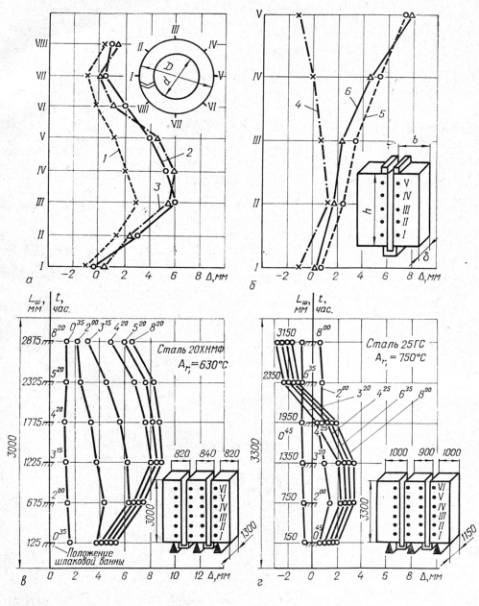
Рис. 1. Переміщення крайок при
електрошлаковому зварюванні вуглецевих і легованих сталей: а, б – кінцеві; в, г – тимчасові;
1 – сталь 35, D/d = 2200/1500 мм; 2 – сталь 15ГНЧМ, D/d = 2500/1950 мм; 3 – сталь 20ХНМФ, D/d = 2500/1700 мм; 4 – сталь 25ГС,
1600×3000×1100 мм; 5 –
сталь 25X2ГМТ, 1100×2800×700 мм; 6 – сталь 20ХНМФ,
2000×2600×900 мм.
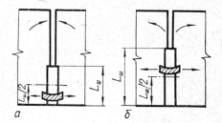
Рис. 2. Схема
структурних перетворень при електрошлаковому зварюванні: а – що призводять до закриття
зазору; б – що викликають розкриття зазору.
Рис. 3.
Частина безшаботного молоту, що зварена з семи частин. Сталь 20ХНМФ, маса 150 т.
ЛІТЕРАТУРА
1. Семенов В. М. Изготовление крупных конструкций с применением
электрошлаковой сварки : монография. – Краматорск: ДГМА, 2012. – 228
с.
2. Семенов В. М., Жартовский А. В., Кабацкий В. И., Кабацкий А. В.
Ресурсосберегающие технологии при производстве сварных заготовок :
монография. – Краматорск : ДГМА, 2009. – 160 с.