Сарін Г.В., Щербак Ю.Г.
Чорноморський державний університет імені Петра Могили
КОМПЕНСАЦІЯ ТЕПЛОВОГО РОЗШИРЕННЯ
ЛІНІЙНИХ СЕКЦІЙ ЕЛЕВАТОРА ДЛЯ ТРАНСПОРТУВАННЯ
ГАРЯЧОГО СИПКОГО ВАНТАЖУ
В якості механізмів для
транспортування сипких вантажів широко використовуються елеватори, які
розрізняються за видом вантажу, що транспортується, способом завантажування та
розвантажування, типом тягового елементу та швидкістю його пересування, типом
ковшів та їх розташуванням на тяговому елементі тощо [1].
В ряді випадків експлуатація
елеваторів пов’язана з транспортуванням гарячого вантажу за температури до 150 0С.
При цьому виникає теплове розширення лінійних секцій, компенсація якого
звичайно здійснюється за рахунок гумових прокладок на фланцевих з’єднаннях
секцій. Стиснені за високої температури прокладки швидко коагулюють та
розсипаються. Окрім того, внаслідок теплового стиснення прокладок, болти
фланцевого з’єднання звільняються від затяжки, і гайки внаслідок вібрації
починають мимовільно відкручуватися. Заміна прокладок передбачає повний
демонтаж елеватора з його подальшим монтажем.
Можливими варіантами компенсації
теплового розширення лінійних секцій елеватора можуть бути:
1. Виконання однієї із середніх
секцій із телескопічною обшивкою. Обшивка вертикальних стінок нижньої частини
секцій по контуру охоплює обшивку верхньої частини секції, і за рахунок зсуву
половини цієї секції компенсується температурне розширення. Недоліком такого
конструктивного рішення є необхідність високої точності при виготовленні
елементів секції, наявність рухомого ущільнення стику, суттєве подорожчання
виробу.
2. Виконання частини середніх
секцій із гофрованою зашивкою з метою компенсації теплового розширення за
рахунок пружної деформації гофрів.
Для реалізації такого рішення
необхідно виготовлення гофрованої зашивки та кутових гофрованих накладок для
зварення стінок по кутам секцій. Для цього, в свою чергу, необхідні два
спеціальні штампи, виготовлення яких в умовах дрібносерійного виробництва є
економічно невигідним.
Авторами запропоновано просте
конструктивне рішення для компенсації теплового розширення лінійних секцій елеваторів, що дозволяє
використовувати їх відомі типи для транспортування сипких вантажів з
температурою до 150 0С [2].
Конструктивну проробку виконано
відносно ланцюгового елеватора типу ЦС-320
продуктивністю 35 т/год., призначеного для транспортування коксу за температури
120…150 0С (рис. 1).
Елеватор (див. рис. 1,а і 1,б)
складається із завантажувальної секції 1 привідної секції 2 та десяти середніх
секцій 3 завдовжки 2000 мм кожна. Секції з’єднані між собою за допомогою
фланців. Завантажувальна 1 та привідна секція 2 жорстко кріпляться до
будівельних конструкцій за допомогою анкерних болтів (на кресленнях не
зображено).
Стандартне фланцеве з’єднання
секцій (рис. 1,в) складається власно із фланців 1 і 2 секцій, прокладки 3 завтовшки δпр=10 мм та болтових з’єднань
(болтів 4, гайок 5 та шайб 6).
Теплове розширення елеватора в
процесі його експлуатації може бути компенсованим тільки стисненням прокладок у
фланцевих з’єднаннях секцій.
Однак, в процесі монтажу елеватора
нелімітована затяжка фланцевих болтів призводить до граничного стискання
прокладок (до 35% від товщини прокладки у вільному стані). У цьому випадку
товщина прокладки у стисненому стані буде складати δс = δпр – 3,5 = 10 – 3,5 = 6,5 мм, і вона займе положення що зображено на рис.1,в.
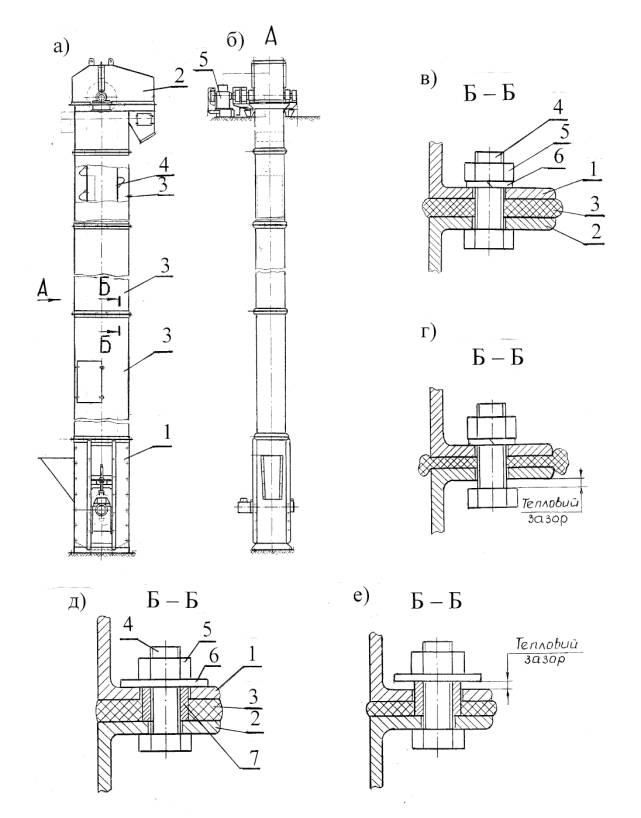
Рис. 1. Фланцеве з’єднання секцій елеватора: а) – загальний вид
елеватора;
б) – вид А на рис. 1,а; в) і г) – відповідно стандартне фланцеве з’єднання у неробочому (без нагрівання) та робочому станах; д) і
е) – відповідно запропоноване фланцеве
з’єднання у неробочому та робочому станах;
Лінійне розширення ∆L
сталевих металоконструкцій однієї секції елеватора довжиною L=2000 мм при
розрахунковому зміненні їх температури ∆t=120 0С і коефіцієнті лінійного розширення
сталі λ = 12.10-6 0С-1
буде складати: ∆L = = λ
. L . ∆t
= 12.10-6 . 2000 . 120 = 2,88 мм.
Таким чином, залишкова товщина
прокладки буде складати: δз = δс – 2,88 = = 6,5 – 2,88 = 3,62 мм. Прокладка набуде
положення, що зображено на рис. 1, г.
Стиснена за високої температури до надграничного стану
прокладка швидко коагулює та розсипається.
З метою компенсації теплового розширення секцій
елеватора запропоновано просте і надійне конструктивне рішення (рис. 1, д).
Між фланцями
секцій 1 і 2 розміщенні прокладки 3 завтовшки
δпр=10мм із теплостійкої гуми, що застосовується
в якості робочих обкладинок конвеєрної стрічки типу 2Т2 ГОСТ 20-85, і витримує
температуру до 200 0С. На з’єднувальних болтах установлено розпірні
втулки 7, що одним торцем обпираються на фланець 2, а другим торцем – в шайбу
6, та затиснуті гайкою 5.
Отвори у фланці
2 оброблені відносно діаметра болта (болт М12, отвір у фланці d = 13H14). У фланці 1 отвори оброблені
відповідно із зовнішнім діаметром втулки 7 (діаметр втулки складає 18 мм, а
діаметр отвору d = 19H14). Довжина втулки lвт
дорівнює сумі товщини фланця (δф = 5 мм) та прокладки у вільному стані (δпр=10
мм) за мінусом 1 мм, тобто lвт = δф + δпр
– 1 = 14 мм.
Таким чином, при складанні
фланцевого з’єднання та затяжці гайок 5 до упору, товщина прокладки 7 після її
стиснення на 1 мм (10% від товщини прокладки у вільному стані). Цього достатньо
для герметизації стику.
За роботи
елеватора, внаслідок теплового розширення, прокладки буде додатково стиснено
(див. рис. 1,е). Відповідно із попереднім розрахунком це зменшення товщини
прокладки сягне величини ∆L = 2,88 мм (практично на 2…2,5 мм завдяки тому, що частково теплове
розширення буду поглинуто пружною деформацією металоконструкцій).
Зрештою прокладка стиснена на
30…35% своєї товщини, що відповідає допустимому стиснення (35%); затяжка
болтових з’єднань не змінюється, самовідгвинчування гайок не відбувається. У
горизонтальному напрямку фланці зафіксовані силою тертя та зусиллями, що
виникають на ділянці контакту поверхні отворів із болтами та втулками.
Запропонований спосіб компенсації
теплових розширень у лінійних секціях елеваторів і конвеєрів є найбільш простий
і надійний.
Література:
1. Спиваковский
А.О., Дьячков В.К. Транспортирующие
машины. – М.:
Машиностроение, 1983. – 487 с.
2. Деклараційний патент на корисну модель № 10013 (UA). Фланцеве з’єднання секцій елеватора / Г.В. Сарін, Ю.Г. Щербак. − № u 2005039; Заявл. 27.05.2005; надрук. 17.10.2005. Бюл. № 10.