К.т.н. Ткач О.А., к.ф-м.н. Митяев А.Г.,
к.т.н. Семенова Л.П.
Тульский
государственный университет, Россия
Осадка кольцевой заготовки в ступенчатую матрицу
Расчетная схема процесса (рис.1) представляет собой половину меридионального
сечения осесимметричной цилиндрической заготовки, где ![]() есть ось симметрии. Процесс
характеризуется нестационарным течением металла заготовки. В ходе
деформирования объем материала идет как на образование ступицы переходного
диаметра отштампованной заготовки, которое происходит в зазоре между ступенчатой
матрицей 5 и оправкой 1, так и фланца, формирование которого происходит в
радиальном направлении.
есть ось симметрии. Процесс
характеризуется нестационарным течением металла заготовки. В ходе
деформирования объем материала идет как на образование ступицы переходного
диаметра отштампованной заготовки, которое происходит в зазоре между ступенчатой
матрицей 5 и оправкой 1, так и фланца, формирование которого происходит в
радиальном направлении.
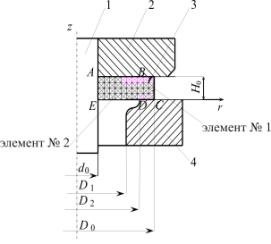
Рис.1.
Расчетная схема процесса: 1 – оправка; 2 – пуансон;
3 – заготовка; 4 – матрица
Кинематика течения материала в ходе деформирования неоднозначна: общий объем материала заготовки идет как на формирование ступицы переменного диаметра, так и фланца втулки (рис.2). Это, в свою очередь, определяет сложность оценки перераспределения объема заготовки при формировании полуфабриката.
На последнем этапе деформирования
можно выделить 4 характерные зоны течения материала: I – осевое перемещение слоев материала,
характерное при осадке заготовки; II – радиальное течение металла в направлении зазора между
оправкой и ступенчатой матрицей, формирующее ступицу переменного диаметра; III – радиальное течение
металла к свободной поверхности заготовки, формирующее фланец втулки; ![]() – зона затрудненного деформирования, граница которой служит
началом зарождения поверхности раздела течения.
– зона затрудненного деформирования, граница которой служит
началом зарождения поверхности раздела течения.
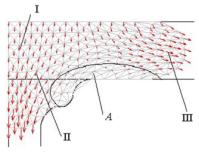
Рис.2.
Картина течения материала заготовки
в
ходе деформирования при 
С целью комплексной оценки влияния геометрии заготовки и условий трения на удельную силу процесса были проведены расчеты, которые обрабатывались с использованием аппарата теории планирования многофакторного эксперимента.
Был поставлен численный эксперимент для заготовки наружным диаметром ![]() мм, внутренним
мм, внутренним ![]() мм, высотой
мм, высотой ![]() и 10 мм, со степенью
обжатия по высоте
и 10 мм, со степенью
обжатия по высоте ![]() 25 % из стали
У10А при коэффициенте трения
25 % из стали
У10А при коэффициенте трения ![]() и относительном зазоре
и относительном зазоре
 , где
, где ![]() - диаметр первой
ступени матрицы;
- диаметр первой
ступени матрицы; ![]() - диаметр второй
ступени матрицы.
- диаметр второй
ступени матрицы.
Предварительные расчеты
показали, что в реальном диапазоне изменения геометрических размеров заготовки,
в качестве варьируемых входных факторов, были выбраны: относительный зазор ![]() между матрицей 1 и внутренней
оправкой 5 (см. рис.1); степень осадки
заготовки
между матрицей 1 и внутренней
оправкой 5 (см. рис.1); степень осадки
заготовки ![]() ; коэффициент трения
; коэффициент трения ![]() .
.
В качестве выходных параметров
(функции отклика), характеризующих процесс осадки кольцевой заготовки в
ступенчатую матрицу, принята удельная сила деформирования ![]() .
.
Зависимость силовых параметров процесса от технологических факторов представлена на рис. 3, 4.
Их анализ показал, что с увеличением коэффициента трения на границе контакта материала заготовки и инструмента как для низкой, так и для высокой заготовок происходит увеличение удельной силы деформирования.
С увеличением относительного
зазора D
происходит рост силовых параметров процесса осадки кольцевой заготовки в
ступенчатую матрицу. Максимальные значения удельной силы деформирования
соответствуют значению относительного зазора ![]() как для высокой, так
и для низкой заготовки.
как для высокой, так
и для низкой заготовки.
Влияние степени осадки на
силовые характеристики незначительно при осадке высоких образцов при ![]() мм. При осадке низкого
образца
мм. При осадке низкого
образца ![]() мм степень осадки
оказывает более существенное влияние. При использовании матрицы с относительным
зазором
мм степень осадки
оказывает более существенное влияние. При использовании матрицы с относительным
зазором ![]() наблюдается снижение
удельной силы деформирования
наблюдается снижение
удельной силы деформирования ![]() в 2 раза при
изменении степени осадки с 5 % до 25 %.
в 2 раза при
изменении степени осадки с 5 % до 25 %.
а б
Рис. 3.
Зависимость удельной силы деформирования
от
относительного зазора полости матрицы ![]() и степени осадки
и степени осадки ![]() при
при ![]() мм: а –
мм: а – ![]() ; б –
; б – ![]()
Высота заготовки также оказывает
влияние на силовые характеристики процесса осадки кольцевой заготовки в
ступенчатую матрицу без радиального ограничения. Осадка высокой заготовки ![]() мм характеризуется
меньшей на 10 – 30 % удельной силой деформирования.
мм характеризуется
меньшей на 10 – 30 % удельной силой деформирования.
а б
Рис. 4.
Зависимость удельной силы деформирования
от
относительного зазора полости матрицы ![]() и степени осадки
и степени осадки ![]() при
при ![]() мм: а –
мм: а – ![]() ; б –
; б – ![]()
В целом, наиболее энергоемким
является начальная стадия (степень осадки  ) процесса осадки низкой кольцевой заготовки высотой
) процесса осадки низкой кольцевой заготовки высотой ![]() мм в матрицу с
относительным зазором
мм в матрицу с
относительным зазором ![]() при коэффициенте
трения
при коэффициенте
трения ![]() .
.
Библиографический список
1. Семенов Е.И. Ковка и объемная штамповка / Е.И. Семенов. – М.: Высшая
школа, 1972. – 352 с.