Зинёва В.В.
Московский
государственный индустриальный университет, Россия
Технология изготовления деталей с
использованием технологического оборудования с ЧПУ
В отличие от технологий рассмотренных выше,
технология изготовления деталей с использованием оборудования с ЧПУ
определяется аналитическим способом с учетом выражения показанного ниже и
рисунка 1.
 ,
,
![]() ,
,
где:
![]() – постоянная составляющая;
– постоянная составляющая; ![]() – переменная составляющая;
– переменная составляющая; ![]() – текущее количество обрабатываемых изделий, шт;
– текущее количество обрабатываемых изделий, шт; ![]() – количество обрабатываемых изделий, после которого не
приходит изменение трудоемкости изготовления изделия, шт;
– количество обрабатываемых изделий, после которого не
приходит изменение трудоемкости изготовления изделия, шт; ![]() – показатель снижения темпа трудоемкости.
– показатель снижения темпа трудоемкости.
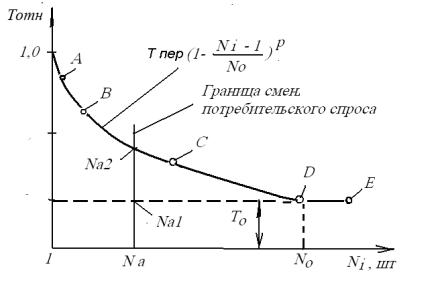
Рис. 1. Характер изменения трудоемкости изготовления деталей
при диверсификации производства:
![]() - относительная трудоемкость изготовления
деталей;
- относительная трудоемкость изготовления
деталей; ![]() - постоянное
значение относительной трудоемкости;
- постоянное
значение относительной трудоемкости; ![]() - переменная
часть относительной трудоемкости;
- переменная
часть относительной трудоемкости; ![]() - текущее
значение обрабатываемых деталей;
- текущее
значение обрабатываемых деталей; ![]() - максимальное
значение обрабатываемых деталей при программе массового производства;
- максимальное
значение обрабатываемых деталей при программе массового производства; ![]() - новое
значение обрабатываемых деталей
- новое
значение обрабатываемых деталей ![]() ;
; ![]() - точки
альтернативных технологий; точки A, B, C -
область переходной технологии; точки C, D, E -
область специальной технологии массового производства.
- точки
альтернативных технологий; точки A, B, C -
область переходной технологии; точки C, D, E -
область специальной технологии массового производства.
Согласно рисунку 1, принимаются следующие
значения параметров:
N0 = 32000, Na = 6100, T0 = 0,2, TПЕР = 0,8, P = 1.
Подсчитывается значение относительной
трудоемкости по формуле  .
.
По разработанной технологии изготовления детали
используются три станка с ЧПУ.
На первом, вертикальном сверлильно-расточном
станке мод. ГФ 21617 с ЧПУ производится обработка нижней поверхности детали
(будущей базы) и двух базовых отверстий, а также несколько отверстий,
расположенных на открытой нижней плоскости детали. По своим параметрам станок
модели ГФ 21617 относится к нормальному классу точности и поэтому использование
его как оборудование для подготовки баз детали оправдано.
На втором, вертикальном многоцелевом станке с
ЧПУ повышенной точности мод. 400 V (чешского производства) производится
фрезерование верхней поверхности детали, черновое, получистовое и тонкое
растачивание отверстий, сверление мелких отверстий и нарезание резьбы.
На третьем горизонтальном многоцелевом станке с
ЧПУ мод. ИР500МФ4 повышенной точности производится обработка четырех боковых
поверхностей и окончательная обработка особо точных поверхностей.
Основной вывод по результатам проведенного
расчета сводится к следующему. Станки мод. 400 V и мод. ИР500МФ4 удачно
подобраны для осуществления соответствующих операций 020 и 030, поскольку
коэффициент их использования при 2-х сменной работе составляет около 70%.
Использование станка мод. ГФ 21617 на операции 010, из-за низкого коэффициента
его использования, можно считать неудачным вариантом выбора оборудования, если
станок мод. ГФ 21617 с ЧПУ больше не используется на других операциях.
Альтернативным вариантом для операции 010 можно рекомендовать использовать
более простые станки типа консольно-фрезерного станка с шириной стола 320 мм.
Сводные характеристики обработки корпусной
детали с использованием различного технологического оборудования при условии
изготовления годовой программы деталей одного наименования.
|
Параметр |
Размерность |
Технологическое оборудование |
||
|
Универсальные станки |
Станки с ЧПУ |
Специальные станки |
||
|
1 |
2 |
3 |
4 |
5 |
|
Годовой
фонд работы предприятия в одну смену |
час |
2000 |
2000 |
2000 |
|
Годовая
программа |
шт. |
6100 |
6100 |
6100 |
|
Суммарная
трудоемкость изготовления программы деталей, |
час |
3000 |
1330 |
0,05 |
|
Коэффициент
использования оборудования |
% |
1,0 |
0,7 |
0,15 |
|
Занимаемая
площадь |
м3 |
11,8 |
34 |
181 |
|
Суммарная
мощность |
кВт |
19 |
30 |
75 |
|
Суммарная
масса |
кг |
8815 |
18530 |
65000 |
|
Операторов |
чел. |
4 |
3 |
2 |
|
Наладчиков |
чел. |
2 |
1 |
3 |
|
Вспомогательный
персонал |
чел. |
2 |
3 |
3 |
|
Электрики |
чел. |
1 |
1 |
1 |
|
Программист |
чел. |
|
1 |
|
Экспресс анализ проведенных расчетов дает
возможность обратить внимание на некоторые результаты расчета: во-первых,
количество универсальных станков в технологическом процессе необходимо иногда
увеличивать на один или несколько штук для обеспечения выпуска годовой программы
деталей; во-вторых, для автоматической линии, состоящей из специальных станков,
ритм работы и время обработки детали не зависит от изменения программы выпуска
деталей, но коэффициент использования при этом заметно изменяется; в-третьих,
суммарные занимаемые площади, мощности и масса возрастают в следующей
последовательности: универсальные станки, станки с ЧПУ, специальные станки.