Фурман Д.Ю.
Хмельницький національний університет
Зменшення часу циклу виготовлення
виробів при литті
При проектуванні прес-форми для певного виробу перед
конструктором постає задача: як зменшити час циклу виготовлення при литті. Рішення
цієї проблеми, в першу чергу, важливе з економічної сторони.
Вирішення цієї задачі має декілька розв’язків. Розглянемо це на прикладі
проливу виробу типу «кришка» (Рис. 1).
Рис. 1 – Виріб Кришка
Вирішення цієї задачі має декілька розв’язків. Розглянемо
це на прикладі проливу виробу типу «кришка» (Рис. 1).
Таблиця
1 - Властивості РР Кополімер
|
Властивості |
Значення |
Одиниці
вимірювання |
|
Модуль
пружності |
896000000 |
Н/м2 |
|
Коефіцієнт Пуассона |
0.4103 |
- |
|
Модуль зсуву |
315800000 |
Н/м2 |
|
Густина |
890 |
кг/м3 |
|
Межа
міцності на розтяг |
27600000 |
Н/м2 |
|
Теплопровідність |
0.,147 |
W/(м·K) |
|
Питоматеплоємність |
1881 |
J/(кг·K) |
|
Мінімальна
температура лиття |
220 |
̊С |
|
Максимальна
температура лиття |
260 |
̊С |
Для проведення аналізу впливу різних факторів на час
циклу виготовлення виробу при литті у прес-форму, використали програмний
додаток до SolidWorks – Autodesk Moldflow, який відтворює проливання деталі (наочність) та дозволяє розрахувати та
оптимальні параметри.
Таблиця
2 - Вихідні дані.
|
№ |
Назва
величини |
Значення |
|
1 |
Тиск
вприскування розплаву прес-форму, МПа |
220 |
|
2 |
Температура
прес-форми, ̊С |
30 |
|
3 |
Температура
розплаву, ̊С |
235 |
|
4 |
Час
розмикання прес-форми, с |
4 |
|
5 |
Час
вприску розплаву, с |
0,1 |
|
6 |
Діаметри
сопла, мм |
1,5 |
Розрахований попередньо аналітичним способом час циклу проливу
виробу τ=5 с. Autodesk Moldflow розрахував τ=6,67 с., що на 33,4% більше. А якщо порахувати
на всю партію виробів, то ця різниця є неприйнятною.
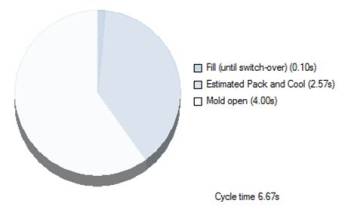 Оскільки, час виготовлення одного виробу складається з часу заповнення формотвірної
порожнини, часу охолодження
розплаву та часу розмикання прес-форми, то нам необхідно шукати похибку в одному із цих
Оскільки, час виготовлення одного виробу складається з часу заповнення формотвірної
порожнини, часу охолодження
розплаву та часу розмикання прес-форми, то нам необхідно шукати похибку в одному із цих
Рис. 2 –Час циклу параметрів. . Різниця полягає в тому, що тривалість охолодження
стінки при ручному розрахунку у нас вийшла τ =0,9 сек, а при аналізі
прикладною програмою τ =2,57c.
Розглянувши
формулу часу охолодження виробу (1), бачимо, що аналітична формула є
універсальною і вона не може точно дати результат охолодження для потрібного
нам виробу, вона не враховує складність форми, на відміну від програмного
продукту, який прораховує усі конструкційні елементи виробу, та дає відносно
точні результати.
Час
охолодження ![]() розраховують:
розраховують:
 , (1)
, (1)
де ![]() - коефіцієнт
температуропровідності,
- коефіцієнт
температуропровідності, ![]() =0,147 W/(m·K);
=0,147 W/(m·K);
![]() - товщина стінки виливка,
- товщина стінки виливка, ![]() =0,0005м;
=0,0005м;
tф – середня
за цикл температура формотворних поверхонь, tф=30оС;
tп – початкова
температура виливка, приймається рівною температурі вприскування розплаву, tп=235
оС;
tк –
температура у середині стінки виливка, за якої розкривається форма (tк>tф
на 20 оС), tк=50оС.
Звідси тривалість
охолодження,
![]() .
.
Щоб зменшити час охолодження виробу ми можемо піти двома
шляхами:
1)
Варіюючи розміром
діаметру наконечника сопла за допомогою Autodesk Moldflow розрахувати, як буде змінюватися час охолодження.
2)
Проаналізувати як впливає зменшення температури розплаву
на час охолодження знову ж таки за допомогою Autodesk
Moldflow.
Провівши аналіз для d=0,5; 1; 2; 2,5; 3 мм зводимо отримані результати у таблицю 3 та побудуємо графік (Рис. 3).
Таблиця
3 – Вплив зміни діаметру наконечника на час циклу лиття виробу
|
Діаметр наконечника
сопла, мм |
Час циклу, с |
|
0,5 |
6,56 |
|
1,0 |
6,54 |
|
1,5 |
6,67 |
|
2,0 |
10.68 |
|
2,5 |
10,71 |
|
3,0 |
10,67 |
 Робимо висновок, що при збільшені діаметрі наконечника сопла, час циклу
суттєво збільшується,
а саме на 60,12 %, що є не
прийнятним. Але при діаметрі
d= 1 мм, час циклу зменшується на 2%.
Робимо висновок, що при збільшені діаметрі наконечника сопла, час циклу
суттєво збільшується,
а саме на 60,12 %, що є не
прийнятним. Але при діаметрі
d= 1 мм, час циклу зменшується на 2%.
Рис. 3 - Порівняння
результатів часу циклу виготовлення одного виробу
Для аналізу
впливу зменшення температури розплаву на час циклу виробництва виробу при
литті, зробили розрахунок для мінімально допустимої температури розплаву t=220 ̊С. Отримані результати звели у таблицю 4.
Таблиця 4 – Вплив температури на час циклу лиття виробу
|
Температура
розплаву полімеру, ̊С |
Час
циклу, с |
|
220 |
6,48 |
|
235 |
6,67 |
З цих даних ми робимо висновок, що при зменшенні
температури розплаву до t=220 ̊С, час циклу
зменшується на 3%. Хоча на перший погляд здається, що зменшення часу циклу
лиття виробу на 3% мало, але в умовах
серійного виробництва це більш ніж достатньо.