УДК 811.11 + 674.05
О.И. Костюк, аспирант (БГТУ), А.А. Гришкевич, кандидат технических
наук, доцент
(БГТУ); А. М. Романова, кандидат педагогических
наук,
старший преподаватель (БГТУ)
TECHOLOGY OF MECHANICAL MACHINING FOR WOOD GRINDING
The article is
dedicated to wood and slabby
material grinding. Theoretical
base of wood grinding
and polishing instrument is described.
Also the authors give some peculiarities of grinding with flat zone of the contact,
with band wheel (cylindrical), with free tape, and with pressed (narrow and broad)
ironing. In work one can find explanation of nature
of the construction of polishing instrument, material abrasive,
and ways of
abrasive grain building.
Introduction.
The most important problems of woodworking
industry are the electric power economy, using rational power-saving
mode of the cutting; increasing capacity, quality and
accuracy processed to product; rational
use of wood and wood slabby materials.
At present for practical
furniture and joiner's-building production a big amount of
various tools and ways milling and grinding is broadly. The main
attention is paid to constructive improvement
of the tool models, building rational technological flow on their base providing mode of their application.
Annually enterprises of woodworking
industry increase output of wood slabby materials.
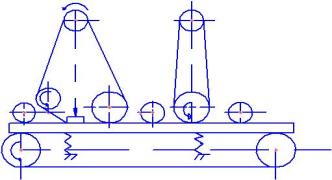
The Main Part. Grinding means abrasive
processing focusing on cutting detail surface to obtain flat detail with high
smoothness. In woodworking industry they distinguish
band, cylinder and disc grinding for giving veneered
details high smoothness and calibration.
The polishing
sandpaper is considered to be a multiplied
instrument with a large number cutting elements, like abrasive grains
with cutting edge. Such abrasive materials as fused alumina and
carbide silicon, best
suitable for graining, are
bounded with each other and with base of paper, fabrics, fibres or combinations these material by means of bestial ligament gluing, car amide or resin phenol.
There are grinding process grade
parameters for sandpaper of the chosen granularity: grinded surface pressure,
direction of grinding powder concerning the grain flow, the cutting speed, feed fade, and wood contact length.
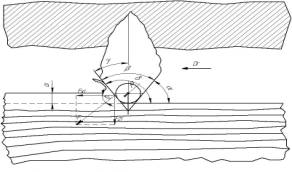
Figure
1 – The cutting pattern by
abrasive grain
Each abrasive grain acts upon wood with elementary tangent and normal power (see Formula
1). The amount of these elementary powers forms total tangent power Fxi and normal power Fzi (see Figure 1).
As such grinding
process has no stable conditions of cutting,
tangent power Fx is considered to
be a functional power of friction:
![]() (1)
(1)
where A stands for an the
contact area: A=blk, m2; and lk stands
for the contact length of the polishing sandpaper; b stands for a width of the processed stocking up; and C stands for a
the traction factor of abrasives with wood [1].
The q pressure in the contact zone of the polishing
instrument with the processed material influences the amount of active
cutting grains and the instrument capacity.
The increase of pressure affects
little the average thickness of cut shaving and roughness of the polishing
surface. Up to test data, increasing pressure
50 times causes
increase of the jaggies depth as much as 5-14 per cent. As practice
and additional study
show, at finishing
grinding the best surface quality is reached under grinding along filaments (the rake corner
being φс =
0º). The rake
corner 15º
is normal at final
grinding of surfaces for a high-quality decorating. At φс= 15º,
as while processing shield recoated in
fir tree or in rhombus, grinding up to reception of the surfaces with
microroughnesses by height not more than 6-8 micrometers
is required, that helps to make grain traces imperceptible. Rough
grinding of frame joiner's-building
articles with longitudinal and transverse
bars is recommended at
φс= 45º.
Grinding with the rake angle 90º i.e.
across filaments (processing the parquet boards) is
possible.
At band grinding there is optimum length contact of the
sandpaper with wood, measured on direction. The sandpaper grain can
cut and carry away from the product surface only that
amount of the shaving, which fits in intergrading
space. At overweening length of the
contact shaving filles all free space between grains
and forces the sandpaper back from product. This
process causes slowing down of wood
removal with its further stopping. The optimum
length of the contact does not depend on grinding velocity, little depends on pressure and wood type, but
depends on the sandpaper grain [2].The correlation
of domestic and foreign
polishing materials State standards is given in the table.
The correlation of domestic and foreign polishing materials State standards
(grain-oxide of black
silicon)