Аспирант А.М. Уланов, к.т.н. М.А. Иванов
Федеральное государственное бюджетное
образовательное учреждение высшего профессионального образования
«Южно-Уральский государственный университет» (национальный исследовательский
университет), Россия
Автоматизация расчета режима
двухдуговой сварки под флюсом стыкового соединения
Металлургическому и машиностроительному
секторам промышленности России требуется
получение сложных сварных металлоконструкций с протяженными сварными швами. Для
гарантированного получения качественного сварного соединения необходимо задать
режим сварки, который определяет структуру и свойства сварного шва, и зоны
термического влияния.
Расчет оптимального режима дуговой сварки
под слоем флюса [1] является актуальным и определяет как качество сварного шва,
так и период проведения пуско-наладочных работ для изготовления новой детали
или изделия, что в свою очередь повышает производительность труда.
Разработанный программный комплекс [2] по
расчету параметров режима двухдуговой сварки позволяет на сегодняшний день получить
оптимальные технологические параметры процесса [3]: сила тока и напряжения на
дуге для первой и второй дуг. Методика рассчитана на сварку низкоуглеродистых
сталей.
При разработке методики расчета
режима двухдуговой сварки и последующей его программной реализации за основу
был взят постулат о взаимосвязи площади проплавления и суммарной погонной
энергии сварки первой и второй дуги [4]. Таким образом предлагается при расчете
параметров режима сварки стыковых швов без разделки кромок провести расчет при
условии, что площадь проплавления ![]() пропорциональна
суммарной погонной энергии сварки двух дуг и обратно пропорциональна скорости
сварки и расходу тепловой энергии на нагрев единицы объема металла. Последний
коэффициент зависит от объемной теплоемкости, скрытой теплоты плавления и
плотности металла.
пропорциональна
суммарной погонной энергии сварки двух дуг и обратно пропорциональна скорости
сварки и расходу тепловой энергии на нагрев единицы объема металла. Последний
коэффициент зависит от объемной теплоемкости, скрытой теплоты плавления и
плотности металла.
![]() (1)
(1)
где ![]() и
и ![]() – полный тепловой
коэффициент полезного действия (КПД) 1-ой и 2-ой дуги соответственно,
учитывающий часть теплоты дуги, расходуемой на нагрев материала изделия до
температуры плавления и его расплавление;
– полный тепловой
коэффициент полезного действия (КПД) 1-ой и 2-ой дуги соответственно,
учитывающий часть теплоты дуги, расходуемой на нагрев материала изделия до
температуры плавления и его расплавление; ![]() и
и ![]() – мощность 1-ой и 2-ой
дуги соответственно; M – расход тепловой энергии на нагрев единицы объема
материала изделия до температуры плавления
– мощность 1-ой и 2-ой
дуги соответственно; M – расход тепловой энергии на нагрев единицы объема
материала изделия до температуры плавления ![]() и расплавления;
и расплавления;
![]() , (2)
, (2)
где ![]() – термический КПД проплавления i-той дуги, равный при сварке пластин встык 0,484 [4];
– термический КПД проплавления i-той дуги, равный при сварке пластин встык 0,484 [4];![]() – эффективный КПД нагрева изделия теплотой i-той дуги.
– эффективный КПД нагрева изделия теплотой i-той дуги.
![]() , (3)
, (3)
где ![]() и
и ![]() – объемные
теплоемкости материала при температуре плавления
– объемные
теплоемкости материала при температуре плавления ![]() и начальной
и начальной ![]() (перед сваркой);
(перед сваркой); ![]() – скрытая теплота плавления материала;
– скрытая теплота плавления материала; ![]() – плотность материала при
– плотность материала при ![]() .
.
Мощность сварочных дуг определяется
следующими выражениями:
![]() , (4)
, (4)
![]() . (5)
. (5)
Напряжения на дугах при сварке под флюсом определяются
по следующим уравнениям:
![]() , (6)
, (6)
![]() . (7)
. (7)
Определим сварочный ток второй дуги как
долю от тока первой дуги
![]() (8)
(8)
Тогда решая совместно уравнения (1, 4, 5,
6, 7, 8) получили уравнение второго порядка для определения силы тока на первой
дуге при сварке под флюсом. Нас интересует только положительный корень
уравнения. Его отрицательная составляющая не имеет физического смысла.
 (9)
(9)
При этом входящие в уравнение коэффициенты
определяются следующим образом:
![]() ; (10)
; (10)
![]() ;
(11)
;
(11)
![]() . (12)
. (12)
Расчетное значение ![]() , входящее в уравнение (12),
определяется расчетным способом по известной геометрии сварного соединения с
учетом приведенной модели на рис.1:
, входящее в уравнение (12),
определяется расчетным способом по известной геометрии сварного соединения с
учетом приведенной модели на рис.1:
![]() . (13)
. (13)
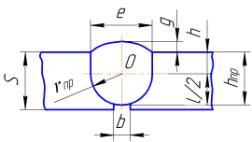
Рис.1 Расчетная схема
определения ![]()
Автоматизация расчета, путем создания
программного комплекса рис.2, позволила исключить сложные математические
выкладки и ускорить расчет двухдуговой сварки под флюсом для стыкового сварного
соединения [5,6].

Рис. 2 Вид программы для
расчета режима двухдуговой сварки
Таким образом, разработана компьютерная
программа для автоматизации расчета режима двухдуговой сварке под флюсом для
стыкового соединения.
Библиографический
список
1. Иванов, М.А. Программная реализация
расчета режима дуговой сварки / М.А. Иванов, А.М. Уланов // Наука Наука
ЮУрГУ: материалы 63-й научной конференции. Секции технических наук: в 2 т. – Челябинск:
Издательский центр ЮУрГУ, 2011. – Т. 2.
С.127-130.
2. Свидетельство о
государственной регистрации программы для ЭВМ 2011613354 Российская Федерация. Расчет
режима дуговой сварки Welding
Rate Calculation
/ М.А. Иванов, А.М. Уланов (RU);
правообладатель Государственное образовательное учреждение высшего
профессионального образования «Южно-Уральский государственный факультет» (ГОУ
ВПО «ЮУрГУ» (RU). – № 2011611511; заявл. 09.03.2011;
опубл. 28.04.11.
3. Иванов, М.А.
Методология расчета геометрических размеров сварных швов по параметрам режимов
автоматической дуговой сварки под слоем флюса / М.А. Иванов, А.М. Уланов // IX International congress: Machines, Technologies, Materials 2012. Section
«Technologies». Volume 1. –Bulgaria: Varna, 2012, –Vol.1. –C.86–88.
4. Попков, А.М. Расчет параметров режима двухдуговой сварки
угловых и стыковых швов / А.М. Попков // Сварочное производство. –1998. №7.–
С.3–5.
5. Уланов, А.М.
Современный подход к разработке технологических параметров сварки в
производстве труб большого диаметра / А.М. Уланов, М.А. Иванов // Вестник
Южно-Уральского государственного университета. Серия «Металлургия». Вып. 19. –
2012. – №39. – С. 154–155.
6. Уланов, А.М. Развитие технологии многодуговой
сварки трубных сталей / А.М. Уланов, М.А. Иванов // Вестник Южно-Уральского
государственного университета. Серия «Металлургия». Вып. 19. – 2012. – № 39. –
С. 156–158.