УДК.621.923.
Петраков Ю.В., д.т.н., проф., Писаренко
В.В., к.т.н., асис., Кореньков В.М., к.т.н., доц.
НТУ України «Київський політехнічний
інститут», м. Київ, Україна
Изготовление
воздушного винта с помощью САD/САМ системы
САТIA
В статье представлена методика изготовления воздушного винта мотодельтаплана
с помощью САD/САМ системы САТIA на
3-х координатном фрезерном станке с ЧПУ.
Актуальность.
Сегодня стоимость современного мотодельтаплана с бензиновым двигателем колеблется в пределах 2000-10000$, что подразумевает использование наукоемких технологий и специального оборудования для его и изготовления. Одной из главных и ответственных деталей мотодельтаплана является воздушный винт – к которому предъявляются требования к точности изготовления и уравновешенности масс.
|
Рис.1. Общий вид
воздушного винта мотодельтаплана |
В стандартной конструкции
мотодельтаплана винт устанавливается на вал редуктора с приводом от двигателя
внутреннего сгорания мощностью до 50 л.с. и вращается с частотой до
3000об/мин при диаметре винта 500-1300 мм. Винты изготавливаются
преимущественно из дерева или углепластика, причем к поверхности лопастей
предъявляются повышенные требования по шероховатости поверхности для снижения
аэродинамических потерь. |
В зависимости от условий работы винт имеет конструктивные изменения относительно размеров и формы [1]. Также при эксплуатации винт изнашивается, вследствие трения о воздух и контакта с твердыми частицами, поэтому на один летательный аппарат требуется несколько воздушных винтов.
Таким образом, необходимо использование современных САD/САМ систем и станков с ЧПУ, использование которых позволит снизить себестоимость изготовления воздушных винтов и повысить точность изготовления.
Решение задачи.
Как известно, при обтекании воздухом профиля крыла над его верхней стороной возникает разреженная область, что и ведет к созданию подъемной силы. Существует ряд «типовых» профилей, которые применяются в практике проектирования, названные организациями разработчикам (к примеру - NACA – National Advisory Committee for Aeronautics).
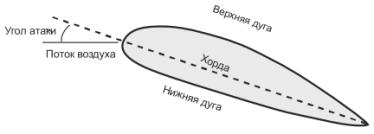
Рис.2. Поперечный профиль лопасти воздушного винта
Профили NACA обозначаются 4-х или 5 цифровым индексом, по которому можно рассчитать координаты точек верхней и нижней дуги профиля, поэтому именно профили NACA часто используют в специализированных САПР. Индекс характеризует: относительную толщину профиля к длине его хорды, асимметричность над и под хордой и положение максимальной толщины на хорде (см. рис.2). Так как размеры сечений связаны с радиусом и определяются помимо индекса длиной хорды, то координаты точек сечения рассчитываются в относительных единицах (обычно в процентах длины хорды), а длина хорды – в отношении к радиусу сечения.
Профили воздушного винта в радиальных сечениях рассматриваются как профили сечения плоского крыла [2]. Лопасть винта в движении «ввинчивается» в воздушный поток, поэтому все сечения винта за оборот должны пройти одинаковое расстояние по оси («поступь» винта), и, следовательно, угол атаки сечения сечений в зависимости от радиуса и поступи меняется. В частности, на оси угол атаки равен π/2 и близок к нулю на наружном радиусе винта. Поверхность лопасти винта, представляет сложную геликоидальную поверхность переменного шага.
Авторы в работе [2] для изготовления воздушного винта предлагают метод обратного проектирования (Reverse Engineering), что подразумевает создание аналога изделия по уже готовому образцу, путем анализа и копирования его элементов.
Рис. 3. Последовательность изготовления воздушного винта
Последовательность процесса изготовления воздушного винта может быть представлена схемой показанной на рис.3. Данные измерений, полученные с контрольно-измерительной машины, необходимо преобразовать в CAD системе САТIA в формат, пригодный для построения 3-D модели, при чем цифровые массивы точек будут аппроксимированы сплайновыми поверхностями для дальнейшего использования в САМ модуле системы.
После аппроксимации массивов точек сплайновыми поверхностями была получена математическая 3-D модель лопасти воздушного винта мотодельтаплана. 3-D модель второй лопасти делается использованием функции симметрии в САD модуле.
Следующим шагом является определение радиусов кривизны поверхности. Решение этой задачи необходимо для выбора максимального радиуса округления инструмента, что позволит повысить продуктивность обработки. Проанализировав кривизну поверхности лопасти воздушного винта с помощью функции “Surfacic Curvature Analysis” была получены значения радиусов кривизны. Минимальный радиус кривизны, находящийся на сопряжении ступицы и лопасти винта равняется 13,81мм (рис.4, а).
|
|
|
|
а) |
б) |
|
Рис.4. Радиусы кривизны лопасти воздушного винта (а) и фрагмент траектории движения фрезы на чистовом проходе (б) |
|
Следующим этапом является подготовка управляющих программ для станка с ЧПУ. Технологический процесс обработки воздушного винта можно представить следующим образом:
- черновая обработка первой стороны;
- чистовая обработка первой стороны;
- поворот детали на 180 градусов;
- черновая обработка второй стороны;
- чистовая обработка второй стороны.
Стратегия черновой обработки сгенерирована с помощью функции САМ модуля САТIA – «Roughing». Фреза – твердосплавная черновая концевая ф12,7мм, частота вращения – 24000об/мин, подача – 4000мм/мин, шаг между проходами – 8мм, глубина резания – 5мм. Припуск под чистовую обработку 1,5мм. В качестве стратегии для чистовой обработки была выбрана стратегия «Sweeping» (фрагмент траектории движения инструмента представлен на рис.4, б). Фреза – твердосплавная концевая сферическая ф10мм (радиус округления 5мм), режимы резания: частота вращения фрезы 24000об/мин; подача 4000мм/мин; шаг между проходами 0,3мм.
После проектирования траекторий движения инструмента, и формирования файлов управляющих программ для станка с ЧПУ был изготовлен экспериментальный образец воздушного винта мотодельтаплана. Общий вид фрезерного станка с ЧПУ и изготовленного образца представлены на рис.5 и 6.



Рис.5. Общий вид 3-х координатного фрезерного станка с ЧПУ


Рис.6. Изготовленный образец воздушного винта
Вывод.
С помощью представленной методики была изготовлена экспериментальная модель воздушного винта. В качестве материала заготовки использовалась буковая заготовка. Габаритные размеры воздушного винта 650х45х24 мм. Основное время на черновую обработку (на сторону) составляет – 7мин, чистовая – 16мин. Оценку точности и качества обработанной поверхности следует проводить по методики, представленной в [3].
Литература:
- Азарьев И.А., Горшенин Д.С., Силков В.И. Практическая аэродинамика дельтаплана. – Машиностроение, 1992. – 288.
- Самаркин А.И., Самаркина Е.И. Опыт изготовления воздушного винта методом обратного проектирования // Труды псковского политехнического института, 2009г., с.265-270.
- Петраков Ю.В., Писаренко В.В. Оцінка точності виготовлення 3-D поверхні ендопротеза колінного суглоба людини // Вісник НТУУ «КПІ» №66, 2012, с.11-16.