Kanayev
A.T., Kanayev A.A
Plasma
Surface Hardening of Crests of Wheels of a Rolling Stock
Wheels are one of the basic and most loaded elements of a running part
of the railway rolling stock, directly cooperating
with rails and brake pads. Accordingly they form pairs friction a wheel-rail
and wheel-brake a pad.
The reason of wear process of such interfaced products is work of forces
of friction. Under action of these forces
there is a repeated deformation of sites of a contact surface, their hardening
and rehardening allocation of heat, change of thin
structure, development of processes of weariness and other complex processes.
In a basis of resistance steels to wear process in conditions of dry
friction with sliding durability of a superficial
layer of metal lays. The defining factor thus is the local characteristic of
durability -hardness of steel.
Increase of hardness is directed on complicating plastic deformation and
development of processes of weariness, and also to exclude micro cutting of
surfaces of friction, having provided whenever possible elastic deformation of sites of contact. High hardness of a surface is
necessary also for difficulty of deleting of contact surfaces at them prosliding.
One of the important operational characteristics
defining intensity of deterioration, the parity of hardness of wheel
and rail steel is. Now it is volumetric the tempered rails hardness 330-400 HV,
which became a basis of the top structure of a way. Work in contact to
seamless-rolled wheels and the bandages having hardness on the average smaller
on 25-30% (80-100 HV) at average hardness of
a rim 250-290 HV. After stacking in a way of such rails due to plastic
deformation of a superficial layer of a head of a rail from wheels of a rolling
stock there is an increase in hardness of a rail up to 420-480 HV. Quenching
of crests of wheels on hardness from above 600
HV becomes effective way of struggle against lateral deterioration not only
crests of wheels, but also rails [1]. The raised lateral deterioration,
as is known, is connected with development of plastic wear process and the tease. The leading mechanism of
lateral deterioration is jamming.
Suppression of plastic deformation by increase of superficial hardness by
hardening even one element of the contacting
pair (crests of wheels) on high hardness 600 HV and above not only does not
render negative influence on other element (rail), but opposite, leads to
improvement of its condition.
In work with the purpose of definition of an
optimum parity of hardness of the strengthened layer of the bandage providing
increases of wear resistance, various variants of hardness of pair
"wheel-rail" were investigated. Hardness of a bandage
of wheel pairs locomotives on a surface and in depth makes 280-290 HV and
hardness of new rails R65 (on GOST grade) on their length and depth makes
330-400 HV. As it was specified above, after stacking
in a way of such rails due to plastic deformation of a superficial layer of
metal of a head of a rail from wheels of a rolling stock there is an
increase in hardness of a rail up to 420-480 HV.
Thus, in pair friction "wheel-rail"
the certain disproportion is traced, that negatively affects both deterioration
of a wheel, and on deterioration of a rail. In this connection following
parities of hardness of pair
"wheel-rail" which probably to receive at operation of a rolling
stock has been chosen (table 1).
Tests for wear resistance were spent by the machine of type MI1MU under
the scheme «a rotating wheel -motionless pad» in oil abrasive environment under
conditions of dry friction «metal on metal» with an abrasive layer. As the
controller samples of rail steel R65 were used. Depth of the strengthened layer
for all samples has been accepted
Table 1. Influence of a parity of hardness of a bandage
and rail on wear resistance of pair «metal of a bandage - metal a rail».
|
Variant number |
Bandage hardness, HVB |
Rail hardness, HVR |
Hardness relationship, HVB/HVR |
Wear of tests, mm |
|
1 |
263 |
467 |
0.56 |
74 initial state |
|
2 |
277 |
456 |
0.61 |
62 |
|
3 |
481 |
462 |
1.04 |
50 |
|
4 |
554 |
453 |
1.22 |
32 |
|
5 |
657 |
465 |
1.41 |
18 |
|
6 |
783 |
458 |
1.71 |
12 |
|
7 |
877 |
471 |
1.86 |
9 |
|
8 |
956 |
455 |
2.10 |
6 |
From data of the table 1 it is visible, that the optimum range of hardness
of a bandage is in an interval HV 554-877, [2] that is the optimum parity HVB/HVR is within the
limits of 1.22-1.86. Increases in hardness from above 900-950 HV in real
conditions of operation can lead crack formation and to painting of the strengthened
layer, and also to intensive deterioration of a rail. Hardening of
crests of a bandage of wheels of pairs on low hardness 277-481 it is
inefficient, as wear resistance improves slightly.
Simultaneously with increase of wear resistance
of a bandage it is necessary to provide high stability origin and
distribution of cracks. For this purpose special tests for a shock bend with
recording process of destruction in coordinates "effort-time" have
been resulted.
Results of tests show, that impact strength at hardening by variants #4-7
decreases in 1.65-3.5 time (KF=0.17-0.008
MJ/mm2) against 0.28 MJ/mm2 without
hardening. The maximal destroying effort decreases within the limits of
1.2-1.5, but those so considerably as impact strength (P max
= 6.7-7.5 kN) against 9.5 kN
The analysis of oscillograms
and fractal-graphic researches of breaks of samples show basic difference
of character of destruction of the strengthened samples from not strengthened
metal of a bandage.
From oscillograms it is visible, that metal of
a bandage not having the strengthened layer collapses on all section and process of destruction passes in two stages - origin
of a crack and its distribution before full destruction of the sample.
It is visible the ascending branch of the
schedule (growth of effort of destruction up to 9.5 kN)
and a branch descending up to zero are visible at distribution of a crack. Such
mechanism of destruction is caused by homogeneous structure of metal on all section of destruction that guarantees
a constant complex of mechanical properties of metal on all section. In case of
plasma hardening when metal consists of two
layers - tempered (fragile) and initial (plastic) process of destruction
proceeds on the "plural" mechanism. The crack arises on a surface of
the strengthened layer and origin grows in the strengthened layer in
depth where on border with initial soft metal stops as for its further distribution the much greater effort is necessary,
than initiation in hardened layer.
Fractal-graphic breaks confirm the received character of destruction. So
for not strengthened metal of a bandage it is characteristic fragile internal
cleavage with the strongly
pronounced twisting pattern, representing system converging steps a break. For
metal of a bandage with the strengthened layer the break is characteristic quazicleavage. The
size of facets crack (smooth surface) is much less than smooth surfaces in comparison
with edges of a break of fragile metal that testifies to a high degree of
depressiveness of structure of the strengthened layer. With increase in a
degree of depressiveness of structure of the strengthened layer the critical
pressure of fragile destruction in inverse proportion to the size of grain
raises it cracks stability, as according to the
physical theory of destruction of metals.
scr = k * d1/2
At reduction of the size of grain concentration of pressure on border
that leads to increase of a limit of
endurance decreases. From these positions plasma hardening of metal of a
bandage provides the most power-intensive mechanism of its destruction that
should affect operational characteristics of metal positively.
Tests of the samples strengthened, with melting has shown surfaces, that
values of impact strength have the certain
correlation with change of micro hardness of the melted off zone [2]. At
reduction of micro hardness of the melted off zone of metal of a bandage, value
of impact strength raises, that testifies to some increase crack stability
comparison with metal of the bandage strengthened with melting of a
surface, proceeds as intercrystalline break.
With the strengthened superficial layer and without it with breaking
cracks on the mechanism of a curvature of
its trajectory it is possible to explain change of character of destruction of
metal of a bandage two factors:
1. High plasticity of metal on border of the strengthened layer with an
initial material.
2. Transition to border of the strengthened layer with initial structure of
pressure of compression in stretching which aspire to change
directions of distribution of a crack.
The braking mechanism of distribution of a crack and
curvature of its trajectory will be coordinated with the data received for other ways of superficial hardening who are
characterized by presence of sharp border between zones with various structure
of metal (nitrating, borronizing) [3].
Researches of distribution of
residual pressure on a surface and on depth of the strengthened layer
of metal of a bandage have shown that character of distribution of residual
pressure depends on set of factors: parameters of a mode of hardening, an
initial condition of metal of a bandage, speed of hardening, etc.
In figures 2-4 distribution of residual pressure across the strengthened layer of a
bandage is presented at plasma hardening.
At processing without fusion of a
surface in an interval of capacities of a jet P=5-10 kW in the center
of the strengthened layer stretching pressure are observed ss =100-140 MPa,
on border with the basic metal they increase up to 250 MPa.
With increase in capacity of a
plasma jet (arch) in an interval P=10-15 kW in the center of the strengthened layer is formed pressure of compression ss =180-250 MPa.
The Further increase in capacity up to P=20 kW with an
output on a mode of micro-fusion is marked by increase
of value of residual pressure of compression up to ss =250-380 MPa.
On size and character of
distribution of residual pressure significant influence render speed of plasma
hardening. At small speed of hardening 5-10 mm/s in the center of the
strengthened layer stretching pressure that is caused by prevalence of
pressure from thermal change of volume above pressure from structural pressure
are formed. To increase in speed of processing from above 10 mm/s there is a
change of a sign on pressure in the center of the strengthened zone [4].
At plasma superficial hardening
various designs of electromagnets and other devices for reception of wide paths
of hardening are used from
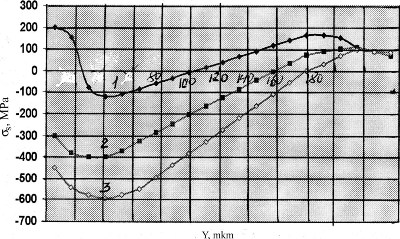
Fig. 1 Distribution of residual pressure on depth of the strengthened
layer
depending on speed of hardening (Vstr.):
1 - Vstr.=3.5 mm/s; 2- Vstr.=10.5
mm/s; 3 - Vstr.=14.6 mm/s
It is visible, that the maximal value of residual pressure of
compression is in under a surface layer of metal of a bandage, and on border to
initial structure of metal there is a change of a sign on residual pressure. Formation of residual pressure of
compression in the strengthened layer of metal promotes increase crack
to stability and fatigue durability.
References:
1. A.T. Kanayev, K.T. Kusainova, A.A. Toktanayeva Plasma Hardening of Crests of Wheels. Herald of
Kazakh academy of transport and communication, 2004, #6 (31),
P. 25-28.
2. A.T. Kanayev, A.A. Kanayev Influence
of Plasma Hardening on Structure of Crests of Wheels. //Lokomotiv,
3. S.V. Petrov, A.G. Saakov. Plasma
Hardening Opportunities of Wheels//Lokomotiv,
4. D.P. Markov.
Hardening of Crests of Wheels of Rolling Stock to Strong Hardening. Herald of
VNIIJT, 1997, #1, P. 36-42.
5. Plasma Hardening of
Wheels (