Лапковський С.В., Сабибіна
О.О., Морозов Д.Р.
Національний технічний університет України
“Київський політехнічний інститут”, Україна
ВИКОНАННЯ ОПЕРАЦІЙ ТОРЦЕВОГО ФРЕЗЕРУВАННЯ
Оброблення
фрезеруванням є одним із популярних, ефективних та продуктивних операцій металооброблення. З точки зору
надання заготовці необхідної конфігурації форми дана операція є універсальним
методом оброблення, але, разом з цим, вона є багатокритеріальним процесом, що
утруднює її формалізацію та оптимізацію [1].
Торцеве фрезерування
є однією з найбільш розповсюджених операцій фрезерування.
Світовий лідер в
галузі виробництва різального інструменту ― шведська компанія Sandvik
Coromant, окрім виробництва висококласного різального інструменту, накопичила
дуже багатий досвід у сфері виконання операцій металооброблення, і операцій
торцевого фрезерування, в тому числі.
До основних
практичних порад та рекомендацій Sandvik Coromant слід віднести наступні [2].
1. Діаметр фрези Dф слід обирати таким чином,
щоб він був більшим ширини різання B на 20…50% (рис. 1).
Рис. 1. Співвідношення діаметра фрези та ширини різання
2. Необхідно враховувати
розташування фрези відносно оброблюваної заготовки. Слід уникати суміщення вісі
симетрії заготовки та вісі фрези. При зміщенні вісі фрези відносно вісі
симетрії заготовки створюються більш сприятливі умови різання та мінімізується
ризик виникнення вібрацій (рис. 2).
Рис. 2. Зміщення вісі фрези відносно вісі симетрії заготовки
3. Застосування
попутного фрезерування найбільш сприятливе для стружкоутворення: при врізанні
формується більш товста стружка, на виході ¾
більш тонка (рис. 3).
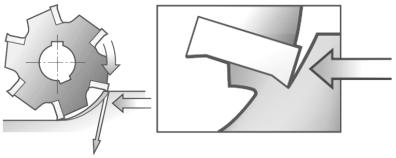
Рис. 3. Застосування попутного фрезерування
4. Для плавного врізання фрези в заготовку траєкторію
інструмента необхідно формувати по дузі та при цьому зменшувати подачу
(рис. 4).
5. Слід уникати частого входу та виходу інструмента із
заготовки. Це сприяє виникненню несприятливих напружень на різальній кромці або
є причиною виникнення вібрацій. Рекомендується формувати траєкторію руху фрези
таким чином, щоб інструмент знаходився весь час в різанні, це краще, ніж кілька
паралельних проходів. Зміну напрямку різання слід здійснювати по невеликому
радіусу для постійного контакту інструменту і заготовки (рис. 5).
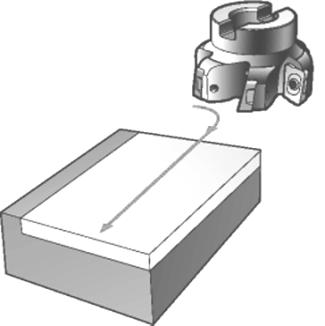
Рис. 4. Врізання фрези в заготовку по дузі
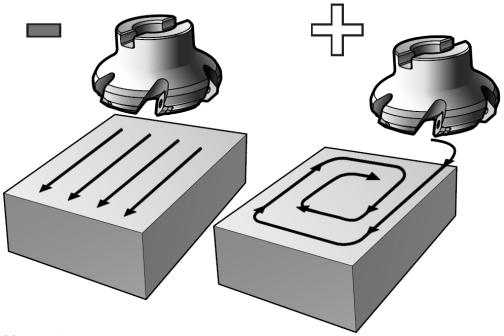
Рис. 5. Уникання частого входу та виходу фрези із
заготовки
6. По можливості, слід виключати переривчасте оброблення
(поверхні з отворами та пазами). Переривчасте оброблення вимагає більшої
міцності різальної кромки та є причиною багаторазових врізань та виходів із
різання. У будь-якому випадку, при обробці переривчастої поверхні, слід
зменшувати подачу вдвічі (рис. 6).
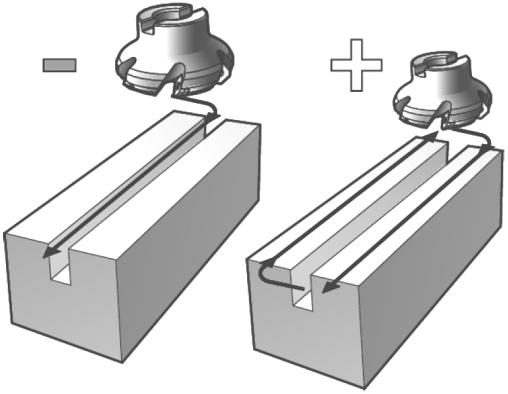
Рис. 6. Уникання переривчастого торцевого фрезерування
7. При обробленні
тонкостінних та нестійких в осьовому напрямку заготовок слід обирати фрезу з
головним кутом в плані 90°, тому що в цьому випадку основна частина сил різання
буде направлена радіально (рис. 7).

Рис. 7. Фрези з головним кутом в плані 90° для оброблення тонкостінних та
нестійких в осьовому напрямку заготовок
Література
1. www.columbuss.ru.
2.
www.sandvik.coromant.com.