Статья «Практический расчет производственной программы основных цехов машиностроительного предприятия» авторов Шутченко А.П. , Ли Х.Г.,. для публикации в журнале «Современный научный вестник»
Авторская анкета
|
Фамилия Имя
Отчество |
Шутченко Альбина Павловна |
|
Информация |
кандидат
экономических наук, доцент, кафедра «Экономики, менеджмента и маркетинга», Рязанский
институт (филиал) Московского политехнического университета |
|
Почтовый адрес |
390006, г.Рязань,
ул. Грибоедова, д.24\5, кв.58 |
|
|
(4912) 21-17-13 |
|
Фамилия Имя
Отчество |
Ли Хен Гю |
|
Информация |
кандидат
технических наук, профессор, Южная Корея |
|
Почтовый адрес |
В Росси: 390507, Рязанский район, с.Дядьково, ул.Весенняя, 25 |
|
|
(4912) 904930 |
Ключевые слова:
план производства,
производственная программа, производственная
возможность, технологическая взаимосвязь в производстве продукции, незавершенное производство.
Аннотация
В статье предложена модель
практического расчета производственной программы основных цехов машиностроительного предприятия.
Предлагаемая модель расчета учитывает вариацию технологических показателей
производственного процесса и много вариантность кооперации с другими
предприятиями. Кроме того, предлагаемый способ расчета позволяет учесть
временной фактор производственного процесса для оперативного влияния на выпуск
продукции в определенный период времени.
Шутченко А.П.
Рязанский
институт (филиал) Московского политехнического университета
Ли Х.Г.
Южная Корея
Практический расчет производственной программы
основных
цехов машиностроительного предприятия
План производства исходит из требований рынка и
конкретизирует условия работы предприятия в планируемом периоде. После
установления номенклатуры и ассортимента планируемой
продукции, определения
требований к качеству производится расчет производственной программы всех
переделов, технологически связанных в производстве соответствующих продуктов. Расчет
производственной программы отдельных переделов должен, предусмотрев эти
технологические связи, сбалансировать объем производства одних переделов с
потреблением их продукции другими переделами.
В
статье расчет производственной программы по основным цехам был сделан по
условному заводу на основе текущего заказа и обоснован производственными
мощностями каждого цеха, взятыми в качестве данных на условном предприятии. Расчет
проводится по предлагаемой методике, теоретические положения которой излагаются
в процессе расчета.
По условному заводу
(рисунок 1), с учетом переработки сырья
по кооперации и переработки возвратных отходов, экономико-математическая модель
расчёта плана производства для j-ro технологического передела в общем
виде описывается формулой:
Zcj
= Zocj -
Zкj -
Z
воj
- ^ Zнзj
, ( 1 )
где Zcj - вес сырья, поступающего с продуктом
предыдущего передела (или со стороны);
Zocj
-
общий объем сырья, требуемый для выполнения плана j
–м переделом, с учетом переработки кооперированных поставок и возвратных
отходов. Рассчитывается по формуле:
Zocj
= Zj
/ Ej ,
( 2 )
где Zj - продукция
j – го цеха;
Еj
- выход веса готовой продукции по j
–
му переделу;
Zкj
- вес кооперированных поставок, перерабатываемых в j -ом переделе;
Zвоj
- вес собственных возвратных отходов или из других цехов, перерабатываемых
в j-ом
цехе;
^ Zнзj
- изменение веса незавершенного
производства j
- го передела.
Соответствующий
расчет с использованием показателей, достигнутых на заводе, выявляет возможный
объем производства переделов при существующем техническом и организационном уровне предприятия.

Рисунок 1-
Основная взаимосвязь технологических звеньев, с учетом переработки
кооперированных поставок
Для
расчетного примера взяты данные по станкам моделей 1А983 и СА562С100: в
плановом заказе - объем выпуска в размере 10 станков модели 1А983 и 25 станков
модели СА562С100. Для наглядности и
простоты расчета производственная программа рассчитывается на условный станок
(по одной из общепринятой методике). Поэтому все исходные данные (таблицы 1 – 3)
можно представлять в пересчете на условный станок.
Таблица 1 - Плановый
выпуск станков по заводу
|
Вид товарного станка |
Плановый выпуск, т |
|
|
|
||
|
1А983
|
28,12 |
|
|
СА562С100
|
160,88 |
|
|
Итого
|
189 (21усл. станок)
|
Таблица
2 - Исходные данные для расчета по станкам
|
Показатели |
1А983 |
СА562С 100 |
Условные станки |
|
Выход
веса готового литья, доли ед. |
0,78 |
0,78 |
0,78 |
|
Выход
веса готовых деталей, доли ед. |
0,85 |
0,85 |
0,85 |
|
Вес
покупного литья, т
|
8,9 |
8,34 |
8,5 |
|
Выход
веса готовой продукции при сборке, доли ед. |
0,98 |
0,98 |
0,98 |
|
Вес покупных комплектующих
изделий,
т |
2,99 |
2,72 |
2,8 |
|
Вес
возвратных отходов по цеху №1, т |
0,24 |
0,22 |
0,23 |
Таблица 3 - Вес незавершенного производства
по цехам
|
Показатель |
Условные станки |
||
|
Цех
|
Цеха |
Цех
|
|
|
|
№1 |
№090-100 |
№070 |
|
|
|
|
|
|
Изменение незавершенного
производствапроизводство, т |
0,42 |
0,51 |
1,09 |
|
производства |
|
|
|
В соответствии с предлагаемой моделью
расчет проводится в последовательности, противоположной направлению
технологического процесса, на основе технологических карт каждого производства
и с учетом возможных кооперированных связей.
Таблица 4 - Расчет
производственной программы основных переделов (в пересчете на тонны)
|
Показатели плана производства цеха |
Сборочный цех №070 (j=3) |
Цеха механической обработки №090, №100 (j =2) |
Литейный цех №1 (j =1) |
|
ZC(b.n)j - вес общего сырья |
Zc(b,n)3
=189/0,98 = 193т.
|
Zc(b,n)2 =157,07/0,85 = 185т. |
ZC(b,n)l = 17,17/0,78 = 22,01т. |
|
Zbj - вес возвратных отходов (продуктов) |
- |
- |
Zbl =
4,75 т. |
|
Znj - вес коопериро-ванных
поставок |
Zn3 =
58,8т. |
Zn2 = 178,5т. |
- |
|
∆ZHj - изменение веса незавершённого производства |
∆ZH3
= +22,87 т. |
∆ZH2 = +10,67т. |
∆ZH1
= +8,82 т. |
|
Zcj - вес
первичного сырья или поступающего с продуктом предыдущего
передела
(j - 1). |
Zc3= 157,07 т. ZC3= Z2 Используется в расчёте по цехам №090, №100 |
Zc2=17,17т. ZC2= Z1 Используется в расчёте по цеху №1 |
Zc1 = 26,08 т. Zc - рассчитанное количество
сырья для завода |
|
t тпj - продолжительность
технологического процесса j-ro передела, дни |
14 |
56 |
5 |
|
tnj - время поступления первичного
сырья или поступающего с продуктом предыдущего передела (j-1). |
1 2 августа |
1 июня |
24 мая |
Zc3 = 157,07 т. – расчет: 193т – 58,8т + 22,87т
Zc2 = 17,17т. – расчет: 185т - 185т + 10,67т
Zc1 = 26,08 т
- расчет: 22,01т - 4,75 т +8,82 т
Предлагаемая
модель расчета производственной программы промышленного предприятия учитывает
вариацию технологических показателей производственного процесса и много вариантность
кооперации с другими предприятиями. Кроме того, предлагаемый
способ расчета позволяет учесть временной фактор производственного процесса для
оперативного влияния на выпуск продукции в определенный период времени. Исходя
из данных продолжительности технологического процесса изготовления партии по
переделам, рассчитывается время поступления готового сырья предыдущего передела
(tпj) и время передачи готового сырья
данного передела в следующий передел (tcj), учитывая
время на выходные и праздники (tBbIX). Расчет проводится по
формуле 16:
tпj = tcj - tтпj - tBbIX (3)
Плановый заказ на 189 т. готовой
продукции, или в пересчете на станки – 21 условный станок, должен быть выполнен
к 31 августа п-го года.
tc3
= 31 августа
tn3
= 31 августа - 14 дней - 4 выходных дня =12 августа.
12 августа деталекомплекты, весом в
157,07 т. должны поступить в сборочный цех №070 из цехов №090, №100. tc2
= tп3
tп2
= 12 августа - 56 дней - 17 выходных дней = 1 июня.
1 июня в
цеха №090, №100 должно поступить готовое литье собственного производства, общим
весом в 17,17 т., из литейного цеха №1.
tcl
= tп2
tп1
= 1 июня - 5 дней - 2 выходных дня = 24 мая.
Таким образом, не позднее 24 мая п-го года должно быть запущено производство по
изготовлению 21-го условного станка, чтобы к 31 августу план был выполнен. Учитывая
временной фактор и данные по производственной мощности (таблица 5) основных цехов,
график по возможному выпуску условных станков дан на рисунке 2.
Таблица
5 - Производственная мощность основных цехов
(условные станки)
|
Вид товарного
станка |
Литейный цех №1 Вj у,т |
Цеха механической обработки №090, №100 Вj у,т |
Сборочный цех
№070 Вj у,т |
|
1А983 |
3,63 |
43,36 |
39,95 |
|
СА562С100 |
18,38 |
181,1 |
195,62 |
|
Итого |
22,01 |
224,46 |
235,57 |
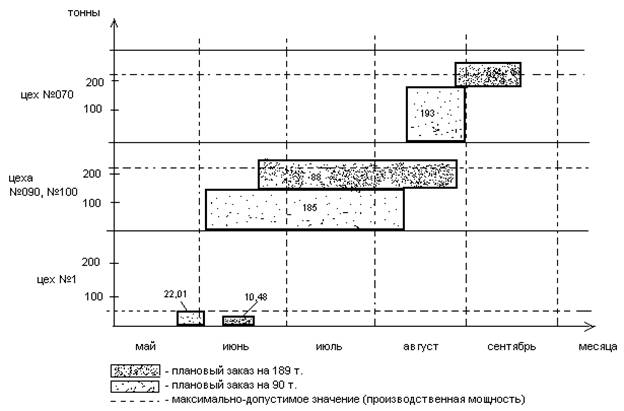
Рисунок
2 - График использования производственных
мощностей основных цехов во времени
На графике рассмотрен вариант
поступления внепланового заказа на 90т. готовой продукции (10 условных
станков), который должен быть выполнен к 16 сентября п-го года. По рассмотренной методике быстро рассчитываются
сроки по изготовлению 2-й партии в каждом переделе. Из графика видно, что
происходит наложение в производстве в середине июля для цехов механической
обработки и в конце августа для сборочного цеха. По мощности заказ выполнен
быть не может в рассмотренных переделах, это превышает их возможности.