магистранттар К.Аленов, Б.
Құлтасов, П.Имангазиев,
т.ғ.к.,
доцент Е. Ысқақ
Қорқыт ата атындағы қызылорда мемлекеттік
университеті
Ауылшаруашылық
машиналарының жұмыс құралын балқытып қатыру
тәсілінің технологиясы
Ауылшаруашылық машиналарының жұмыс
құралдары механикалық
қажалу түрлерінің бірі – мүжілуге
ұшырайды. Сызықтың мүжілуге байланысты бөлшектің
жұмыс бөлігінің мөлшерімен пішіні өзгереді,
осыған орай ол өзінің атқаратын жұмысына жарамсыз
болып қалады. Ауылшаруашылық машиналарының жұмыс
құралдарының мүжілуі өте күрделі
түрде өтетін үрдіс. Қажалатын ортада жұмыс
істейтін көптеген бөлшектер үшін олардың
қажалуға төзімділігін арттыру. Жол салу, құрылыс
және ауылшаруашылық машиналарының жер өңдеу
құралдарын жұмыс барысында қажалуын талдау кезінде
олардың жүзінің геометриясымен пішіні өзгеріске
ұшырайтыны анықталды. Құралдардың бұндай
өзгерістері жұмыс беттіктерінің жер өңдеу кезінде
топырақтағы қажағыш элементтерінің кесу
жүзінің артқы жағына әсерінен болады. Осындай
қажалу түрі барлық жер өңдеу
құралдарында кездеседі. Қажалу барысында
құралдың негізгі бөлігінде фаска пайда болады,
оның түрі дайындау кездегіден бөлек
Жер өңдеу құралдарының
жұмыс барысында жүзі мұқалып, металдардың
қалыңдығы жұқарып қажалуға
ұшырайды. Осыған орай жұмыс құралдарын
қалпына келтіру немесе нығайту тәсілдерінің ішінде
кең тарағаны балқыту түрі [3]. Балқытып
қосу арқылы құралдардың жұмыс беттіктерінде
керекті химиялық құрамда жоғарғы
қаттылықпен және қажалуға төзімді
кез-келген қалыңдықпен балқыма алуға болады. [1].
Балқыту процесінің ерекшілігі оның жоғары
өнімділігінде, қойылатын талаптарға сай 0,4
кг/сағ-60кг/сағ аралығында өтеді, сонымен қатар
оны механикаландыру және автоматтандыруға болады.
Дуффузиялық қатыру технологиялық
үрдісі төмендегі негізгі операциялардан тұрады:
Ø балқыту беттігін тазалау (активациялау);
Ø дайындаманы кристализаторға орналастыру;
Ø құю материалын балқыту;
Ø беттікпен кристализатор арасындағы саңылауға
балқыманы құю;
Ø балқыманың қатуы және бөлшекті суыту;
Өңделетін жұмыс
құралдарының беттіктерін әртүрлі оксидтерден
тазалау бурамен бор ангидридінен тұратын флюс көмегімен
жүргізіледі. Алдын-ала жұмыс беттіктері ылғалдандырылып,
ұнтақ тәріздес флюс себіліп толығымен жабылғаннан
кейін, бөлшек ЛГ3-67 генераторының жоғары жиілікті индукторіне
енгізіліп қыздырылады.
Бөлшектердің жұмыс беттіктерін
жоғары жиілікті қыздыру арқылы флюспен тазалау сұлбасы
1-суретте көрсетілген. Бөлшекті қыздыру барысында флюс еріп
оксидтерді балқытып жібереді. Еріген флюс жұмыс беттігін тазалаумен
қатар әрі қарай тотығудан сақтайды.
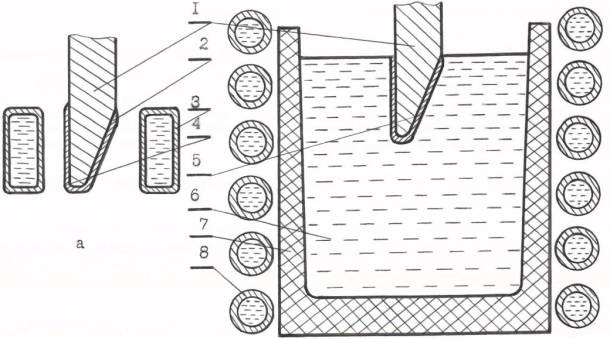 Беттігі тазартылған
бөлшек балқытылған металға батырылады. Жұмыс
беттігіндегі флюс бөлшектің батырылуы барысында бөлініп
балқыма бетіне жайылып кетеді. Балқытылған қорытпа бөлшектің
таза беттігін шәйіп қатады.
Балқытудан кейін бөлшек ауада суытылады. Егер
бөлшектің бір беті
Беттігі тазартылған
бөлшек балқытылған металға батырылады. Жұмыс
беттігіндегі флюс бөлшектің батырылуы барысында бөлініп
балқыма бетіне жайылып кетеді. Балқытылған қорытпа бөлшектің
таза беттігін шәйіп қатады.
Балқытудан кейін бөлшек ауада суытылады. Егер
бөлшектің бір беті
1 – бөлшек; 2-флюс; 3-индуктор; 4-оқшаулау
қабаты; 5-балқытылған қорытпа; 6-балқыма;
7-тигель; 8-балқыту пешінің индукторы.
Сурет 1 – Жер
өңдеу құралының жұмыс беттігін тазалау (а)
және балқымамен қаптау сұлбалары.
ғана балқытылатын жағдайда,
балқытылмайтын жері оқшауланады, себебі балқымамен контактіде
болады. Ол үшін бор, тальк, хром тотықтары суға езіліп
балқытылмайтын жерге жағылады. Балқыма материалдарын балқыту
үшін жоғары жиілікті ИСТ-0,06 қондырғысы
қолданылады. Арнайы тигель графитті каркаска орналастылып отқа
төзімді АБН, БНЦ, кварц құмы, алюминий тотығы
материалдарымен тығыздалады. Тигельдегі балқыма материалдары
күйіп кетпеу үшін АН-348А флюсін қолданамыз.
Сүйық металдың температурасын
өлшеу үшін арнайы қысқа уақытқа батырылатын
термопаралар қолданылды, термо электрод ретінде ВР 20/5 вольфрамренийлік
сым алынды.
Дуффузиялық қатыру тәсілі –
жоғары өнімді процесс. Бұл үшін жоғары жиілікті
ИСТ-0,16 балқыту қондырғысы қолданылады, онымен бірге
ВПЧ-100-2400 жоғары жиілікті және ВПЧ-100-800 машиналық
генераторы бар И34-100/8 индукциялық шынықтыру
қондырғысы қолданылады.
И34-100/8 қондырғысы бөлшектің
керекті жерін флюстеу кезінде жоғары жиілікті қыздыру үшін қажет.
Бөлшек беттігін флюспен тазарту және балқыту сұлбалар 1
және 2-суреттерде көрсетілген.
Мүжілуге төзімді қорытпаларды
балқыту және оны сол күйде жұмыс уақытында
ұстап тұру үшін ИСТ-0,16 қондырғысы
қолданылады. Балқыманың температурасын бақылауда
ұстау үшін ТР-30/6 термопарасы және ЭПП-09 автоматты
потенциометрі пайданылады. Мүжілуге төзімді қорытпаларды
балқытуға кремний және бор нитридтерінен жасалған
тигельдер қолданылады.
Балқыту кезінде еңбек қауіпсіздігін
қамтамасыз ету мақсатында балқыту пешіне көп
қабатты қоршау қолданылған. Қоршау негізін
монолитті (бір тұтас) тигельдер құрайды, олар графиттен
жасалған қаңқаға орналастырылады, ал олар
өз кезегінде индуктор орамасының арасында қосымша
қоршау арқылы бекітіледі. Бірінші кезеңде индуктор орамасына
қалыңдығы 0,5...1,0мм болатын асбест табақшасы салынып
98:2 қатынасты құрайтын кварц құмымен бор
қышқылынан тұратын қоспамен толтырылады. Салынған
қоспаны кептіргеннен кейін оған тигелі бар графитті
қаңқа орналастырылады, олардың арасындағы аралық
бор нитридімен толтырылады
|
|
|
|
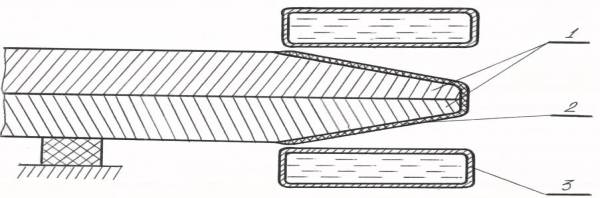
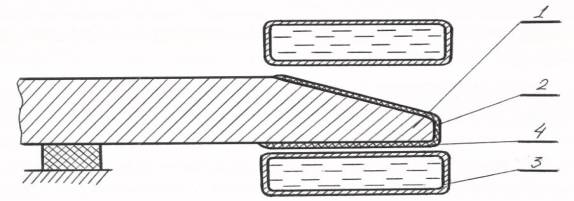
1 – бөлшек; 2-флюс; 3-жоғары жиілікті генератор индукторы;
4-оқшаулау қабаты.
Сурет 2 –
Жоғарғы жиілікті қыздыру арқылы тістердің
жұмыс беттігін флюстеудің сұлбасы.
Әдебиет
1. Искаков Е.Н. Подготовка поверхности деталей при упрочнении и восстановлении
диффузионным намораживанием. Тезисы научных докладов по итогам исследований за
1988 год, Каменец-Подольский, 1989, 39 с.
2. Козенко П.С. Исследование кинетики намораживания твердых поверхностных
слоев из расплава. Автореферат, Киев, 1985.
3. Лариков Л.Н., Рябов В.Р., Фальченко В.М. Диффузионные процессы в твердой
фазе при сварке – М.:Машиностроение, 1975, 192 с