Радченко С.Г., д.т.н., проф., Кореньков В.М., к.т.н.,
доц., Мацківський О.C., магістрант
Національний технічний університет України «КПІ» м. Київ,
Україна
РОЗРОБКА
ПРОГРАМНО-ТЕХНІЧНОГО КОМПЛЕКСУ МОНІТОРИНГУ ВЕРСТАТІВ З ЧПК
Зі збільшенням
кількості верстатів, що беруть участь у виробничому процесі, виникає потреба у
створенні систем для збору інформації з них. Дана інформація, у якості
вихідної, необхідна для автоматизованого вирішення двох задач:
§
контроль за виробництвом;
§
управління виробництвом.
Контроль
за виробництвом
Переважна більшість
виробничих систем, що виконують функції контролю, поєднані загальною назвою MDC
(Machine Data Collection). Можна зустріти ще такі назви: MM (Machine Monitoring), PDC (Production Data Collection). Дані системи виконують функції моніторингу
Моніторинг - ( англ.
monitoring) - — комплекс наукових,
технічних, технологічних, організаційних та інших засобів, які забезпечують
систематичний контроль за станом та процесом зміни виробничих умов на підприємстві.
MDC – це
мережева система, покликана відслідковувати стан обладнання (наприклад, час
початку і закінчення циклу, режими роботи тощо). Основою для розвитку таких
систем є те, що зміни в статусі обладнання повинні бути оброблені автоматично з центрального сервера, і втручання
користувача повинно бути обмежено до мінімуму. Наразі, найбільш відомі рішення
на ринку представлені системами: Predator MDC Software, Direct DNC, CIMCO,
Foreman, It Lynx, MDC-forge, DNC-термінал (фірми SPRUT), Scikr Monitoring. Дані
системи дозволяють:
§
виконувати збір статистичних даних;
§
визначати причини простою;
§
переглядати в реальному часі стан обладнання;
§
відображати статистику роботи (обладнання, відділу, цеху,
заводу) і порівняти їх з аналогічною за минулий місяць, квартал, рік.
Управління
виробництвом
Друга задача –
управління поточною інформацією виробничого процесу – більш розвинена в частині
планування роботи цеху і отримала загальну назву MES (Manufacturing Enterprise
Solutions). До класу цих систем відносяться понад 300 найменувань програмних
продуктів.
MES – спеціалізоване програмне забезпечення, покликане для вирішення задач
синхронізації, координації, аналізу і оптимізації випуску продукції в рамках
будь-якого виробництва [1-2]. MES
системи відносяться до класу систем управління на рівні цеху.
Наразі, слабкою
ланкою у ланцюзі загальної автоматизації виробництва є інтеграція MDC та MES
систем, тобто відсутність автоматичного вводу поточної інформації з робочих
місць.
В даній роботі
представлено універсальне рішення на базі верстатів HAAS (токарно-фрезерної
груп) по автоматизованому моніторингу, в режимі реального часу, понад 1000
параметрів та їх збору на єдиному сервері даних з метою подальшого аналізу або
використання в MES системах.
На рис.1
представлено схему для підключення обладнання до системи моніторингу [4].
Рис.1. Схема підключення обладнання
Machine (M) –
одиниця обладнання. В ролі Machine може виступати будь-яке виробниче обладнання, що має програмну систему
управління.
Device polling (DP) – пристрій опитування
обладнання. Встановлюється на Machine і є основним засобом що опитує обладнання.
Data server (DS) – пристрій обробки і
збереження інформації. Сервер на якому зберігається і обробляється вся
інформація.
Data server (DS) – пристрій обробки і
збереження інформації. Сервер на якому зберігається і обробляється вся
інформація.
Corporate
network (CN) – доступ
до даних DS. Довірені комп’ютери що
мають доступ до інформації моніторингу.
У відповідності до
запропонованої схеми (рис.1) було розроблено програмно-технічний комплекс, у
якого у якості Device polling пристрою виступає додаткове апаратне обладнання що може
бути сформоване комбінацією пристроїв передачі даних (Wi-fi точка, Ethernet карт тощо) і засобів їх приєднання до обладнання (RS-232 to USB, RS-232 to RS-232), і програмний продукт «Terminal», який реалізує функції MDC
системи. Його робота базується на опитуванні наявного обладнання у
відповідності до сформованого списку параметрів (рис.2).
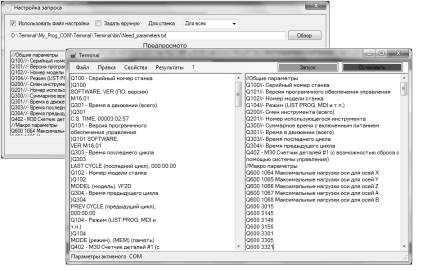
Рис.
2. Формування списку: показано вигляд з відображенням структури відсилання та
прийому даних
Структура списку
(рис.2). може формуватися вручну, або за допомогою файлу налаштувань. Цей
список можна віднести як до окремого верстата так і до всіх разом. Це дозволяє
більш гнучко налаштовувати структуру моніторингу, формуючи для кожного верстата
окрему групу параметрів, що повинні зчитуватися з нього. Дане налаштування
актуальне коли в верстатному паркові наявне обладнання різних груп (токарних,
фрезерних).
Сформований список
параметрів програма, з заданою періодичністю, відсилає на робочу одиницю. На
кожний пункт списку приходить логічна відповідь, яка дописується в загальну
базу даних по якій формується статистична інформація.
Підключити
обладнання (M) до простою опитування (DP) можна різними стандартами передачі
даних. В таблиці 1 наведена коротка порівняльна технічна інформація для
чотирьох найбільш розповсюджених стандартів: RS-232, Wi-fi, Ehternet, ZigBee. На вибір стандарту передачі даних впливає велика
кількість факторів: чисельність верстатного парку, умови експлуатації
обладнання, локалізація обладнання, уніфікація по класу, фірма
виробник(комплектація поставленого обладнання).
Таблиця 1
Порівняння стандартів
передачі даних для під’єднання виробничого обладнання до системи моніторингу
|
|
RS-232 |
WI-fi |
Ehternet |
ZigBee |
|
Стандарт |
EIA/TIA-232E |
IEEE 802.11 |
IEEE 802.3 2008 |
IEEE 802.15.4-2006 |
|
Швидкість передачі |
11500 бод |
320 Мбіт/с |
10, 100, 1000 Мбіт/с |
250 Кбіт/с |
|
Дальність передачі, м |
до 15 |
100 (залежить від обладнання) |
100, 500, 500000 |
75(можливі варіанти до 1500) |
|
Наявність на обладнання |
+ |
- |
+/- |
- |
|
Монтаж |
Просто |
Просто |
Просто |
Просто |
|
Переваги |
§ наявність на обладнання § простота початкової настойки § відсутність необхідності використовувати
додаткове обладнання |
§ дозволяє розвернути мережу без
прокладки кабелю § дозволяє мати доступ до мережі мобільним
пристроям § непотрібно реєструвати мережу (Україна) |
§ можливість розгортання на великі території § мала чутливість до електромагнітних полів |
§ дозволяє розвернути мережу без прокладки кабелю § дозволяє мати доступ до мережі мобільним
пристроям |
|
Недоліки |
§ невисока швидкість § мала відстань передачі § незахищеність від електромагнітних полів § проблеми з синхронізацією сигналу |
§ мережа видима всім пристроям § можливість злому* |
§ неможливо встановити на обладнання старих зразків § висока ціна встановлення на обладнання (в
більшості завжди є опцією заводу виробника) |
§ мережа видима пристроям що працюють з даним
стандартом § можливість злому* |
* - доступ до мережі при використанні RS-232 і Ehternet
можливий тільки з середини а при використанні WI-fi і ZigBee з будь-якої точки
де видно мережу.
На основі таблиці 1 можна зробити висновок що найбільш
оптимальним варіантом організації передачі даних від обладнання до сервера
обробки даних є використання стандарту Ehternet. Оскільки тільки даний стандарт
поєднує в собі найбільшу кількість позитивних характеристик:
§
максимально можлива швидкість передачі даних;
§
простота монтажу мережі;
§
захищеність від дії зовнішніх факторів;
§
відсутність обмежень пов’язаних з відстанню між
обладнанням;
§
максимально можлива захищеність інформації.
Звичайно, найбільшим недоліком даного вибору є ціна опції Ehternet на основному обладнанні.
В даній роботі нами використовується інтерфейс RS-232.
Оскільки він за замовчуванням наявний на обладнанні і наразі немає необхідності
в використанні захищених і швидкісних каналів передачі інформації.
На даний час
програмно-технічний комплекс «Terminal» проходить тестування з підключенням до 3-х верстатів HAAS
ST-20, GR2 та TM1. Користувачеві доступно понад 10 шаблонів звітів: час циклу на деталь,
кількість деталей на зміну, кількість поломок та заміни інструменту, час
простою, час наладки на деталь, робота в реальному часі та ін. Загалом дана
система покликана підвищити ефективність роботи устаткування і знизити витрати
на виробництво.
В цілому,
результатом роботи системи є: деталізована статистика роботи обладнання з можливістю формування різноманітних звітів
і графіків про завантаження обладнання; виявлення причин простою (відсутність
на верстатах заготовок, поломки інструменту, питання трудової дисципліни,
цільове використання обладнання тощо). Статистичні дані подаються на вхід
програми
планування виробництвом [5], кінцевим результатом
роботи якої є розподіл операцій по робочих місцях (рис.3).
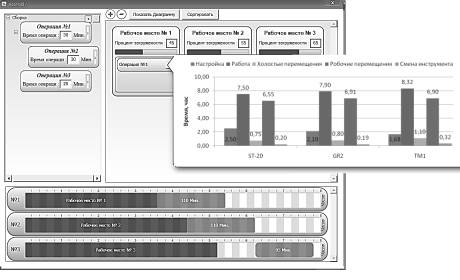
Рис.3. Вивід результату
Література
1.
Загидуллин
Р. Р. Управление машиностроительным производством с помощью систем MES,
APS, ERP. — Старый Оскол: ТНТ, 2011. — 372 с.
2.
Фролов
Е.Б. Современные концепции управления в производственной логистике: MES
для дискретного производства — метод вычисляемых
приоритетов (рус.) // САПР и графика :
журнал. — М.: Компьютер Пресс, 2011. — № 1. —
С. 71-75
3.
MESA
International Международная ассоциация MES (http://www.mesa.org).
4.
International Society of Automation
(http://www.isa.org/).
5.
Чамата С.М. Система
оперативно-календарного планування механоскладального виробництва : дис.
магістра з технології машинобудування : 8.05050201: захищена 2011р – К.,
2011. – 75 с.